
ഗ്യാസ് വെൽഡിംഗ്, മെറ്റൽ കട്ടിംഗ് - വെൽഡിംഗ് ഉൽപാദനത്തിൻ്റെ സാങ്കേതികവിദ്യ. ഗ്യാസ് വെൽഡിംഗ്, ലോഹങ്ങൾ മുറിക്കൽ രീതികൾ
ഗ്യാസ് വെൽഡിങ്ങിൽ, ഉയർന്ന താപനിലയിൽ ഉരുകുന്നത് വരെ സംയുക്തം ചൂടാക്കപ്പെടുന്നു വാതക ജ്വാല, സാങ്കേതികമായി ശുദ്ധമായ ഓക്സിജൻ്റെ അന്തരീക്ഷത്തിൽ ജ്വലിക്കുന്ന വാതകം കത്തിച്ചുകൊണ്ട് ലഭിക്കുന്നു. വെൽഡിഡ് അറ്റങ്ങൾ തമ്മിലുള്ള വിടവ് ഫില്ലർ മെറ്റൽ കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു.
അസറ്റലീൻ, പ്രകൃതിവാതകം, ഹൈഡ്രജൻ, മണ്ണെണ്ണ, ഗ്യാസോലിൻ, പെട്രോളിയം വാതകങ്ങൾ (പ്രൊപെയ്ൻ-ബ്യൂട്ടെയ്ൻ) മുതലായവ കത്തുന്ന വാതകങ്ങളായി ഉപയോഗിക്കാം.
C2H2 ന് ഉയർന്ന കലോറിക് മൂല്യവും ജ്വാല താപനിലയും (3200 0C) ഉള്ളതിനാൽ ഓക്സി-അസെറ്റിലീൻ ജ്വാലയുള്ള ഗ്യാസ് വെൽഡിംഗ് ഏറ്റവും വ്യാപകമായി ഉപയോഗിക്കുന്നു.
കാത്സ്യം കാർബൈഡുമായി ജലത്തെ പ്രതിപ്രവർത്തിച്ച് ഗ്യാസ് ജനറേറ്ററുകളിൽ അസറ്റിലീൻ നിർമ്മിക്കുന്നു:
CaC2+H2O Ca(OH)2+C2H2+Q.
1 കി.ഗ്രാം CaC2 യുടെ വിഘടനം C2H2 ൻ്റെ 250...300 dm3 ഉത്പാദിപ്പിക്കുന്നു.
0.175 MPa ന് മുകളിലുള്ള അധിക മർദ്ദത്തിൽ അസറ്റിലീൻ സ്ഫോടനാത്മകമാണ്. ഇത് ഹോസസുകളിലൂടെയോ സിലിണ്ടറുകളിലൂടെയോ കൊണ്ടുപോകുന്നു, അവിടെ അത് അസെറ്റോണിൽ ലയിക്കുന്നു (1 dm3 - 24 dm3 C2H2 ൽ). സിലിണ്ടറിലെ മർദ്ദം 0.6…2.2 MPa ആണ്.
അസെറ്റിലീൻ ജനറേറ്ററുകൾ വെള്ളവുമായി കാൽസ്യം കാർബൈഡിൻ്റെ പ്രതിപ്രവർത്തന രീതിയാൽ വേർതിരിച്ചിരിക്കുന്നു (കെവി - കാർബൈഡ് വെള്ളത്തിലേക്ക്, വികെ - വെള്ളം കാർബൈഡിലേക്ക്, കെ - കോൺടാക്റ്റ്). C2H2 ൻ്റെ ഏറ്റവും ഉയർന്ന വിളവ് നൽകുന്നത് എച്ച്എഫ് ജനറേറ്ററാണ്, ഏറ്റവും ചെറിയത് കെ.
ഒരു ബാക്ക്സ്ട്രോക്ക് സമയത്ത് ജനറേറ്ററിലേക്ക് ഓക്സി-അസെറ്റിലീൻ ജ്വാല തുളച്ചുകയറുന്നത് തടയാൻ (എക്സ്ഹോസ്റ്റ് വേഗത ജ്വലന വേഗതയേക്കാൾ കുറവാണെങ്കിൽ), സുരക്ഷാ ജല മുദ്രകൾ സ്ഥാപിച്ചിരിക്കുന്നു.
15 MPa സമ്മർദ്ദത്തിൽ സ്റ്റീൽ സിലിണ്ടറുകളിൽ വെൽഡിംഗ് സൈറ്റിലേക്ക് ഓക്സിജൻ വിതരണം ചെയ്യുന്നു. 40 dm3 (ലിറ്റർ) ശേഷിയുള്ള ഒരു സിലിണ്ടറിൽ 6 m3 ഓക്സിജൻ അടങ്ങിയിരിക്കുന്നു. സിലിണ്ടറിൻ്റെ ഔട്ട്ലെറ്റിൽ ഗ്യാസ് മർദ്ദം കുറയ്ക്കുന്നതിനും സ്ഥിരമായ പ്രവർത്തന സമ്മർദ്ദം നിലനിർത്തുന്നതിനും, ഒരു ഗ്യാസ് റിഡ്യൂസർ ഉപയോഗിക്കുന്നു.
ഓക്സിജൻ റിഡ്യൂസർ മർദ്ദം 15 മുതൽ 0.1 MPa വരെയും അസറ്റിലീൻ റിഡ്യൂസർ 1.6 മുതൽ 0.02 MPa വരെയും കുറയ്ക്കുന്നു.
ഗ്യാസ് വെൽഡിംഗ് തീജ്വാല സൃഷ്ടിക്കാൻ ഗ്യാസ് വെൽഡിംഗ് ടോർച്ചുകൾ ഉപയോഗിക്കുന്നു. ഇടത്തരം താഴ്ന്ന മർദ്ദത്തിൽ പ്രവർത്തിക്കുന്ന ഒരു ഇഞ്ചക്ഷൻ ബർണറാണ് ഏറ്റവും വ്യാപകമായി ഉപയോഗിക്കുന്നത്. ഇൻജക്ടർ ഒരു കോണാകൃതിയിലുള്ള ദ്വാരമുള്ള ഒരു മുൾപടർപ്പാണ്, അതിൻ്റെ ഔട്ട്ലെറ്റിൽ വാതകങ്ങൾ ചേമ്പറിൽ കലർത്തിയിരിക്കുന്നു. ജ്വാലയുടെ ശക്തി നിയന്ത്രിക്കുന്നതിന് ഇൻജക്ടർ ഔട്ട്ലെറ്റ് ഓപ്പണിംഗുകളുടെയും മൗത്ത്പീസിൻ്റെയും വ്യത്യസ്ത വ്യാസങ്ങളുള്ള മാറ്റിസ്ഥാപിക്കാവുന്ന നുറുങ്ങുകൾ ബർണറുകളിൽ ഉണ്ട്.
അസറ്റിലീൻ, ഓക്സിജൻ എന്നിവയുടെ അനുപാതത്തെ ആശ്രയിച്ച്, ഇവയുണ്ട്:
സാധാരണ ജ്വാല (O2/C2H2 = 1…1.2);
ഓക്സിഡൈസിംഗ് ജ്വാല (O2/C2H2 = 1.4…1.5)
കാർബറൈസിംഗ് ജ്വാല (O2/C2H2< 1).
തീജ്വാലയുടെ സ്വഭാവം ഗ്യാസ് വിതരണത്തിലൂടെ നിയന്ത്രിക്കാനാകും. ബഹുഭൂരിപക്ഷം കേസുകളിലും, ഒരു സാധാരണ തീജ്വാല ഉപയോഗിക്കുന്നു.
കാർബൺ ബേൺഔട്ടിന് (കാസ്റ്റ് ഇരുമ്പ്, നോൺ-ഫെറസ് ലോഹങ്ങൾ) നഷ്ടപരിഹാരം നൽകാൻ കാർബറൈസിംഗ് ജ്വാല ഉപയോഗിക്കുന്നു.
വേണ്ടി ഫില്ലർ വയർ ഗ്യാസ് വെൽഡിംഗ്ഇംതിയാസ് ചെയ്യുന്ന ലോഹത്തിൻ്റെ ഘടനയെ ആശ്രയിച്ച് തിരഞ്ഞെടുത്തു. നോൺ-ഫെറസ് ലോഹങ്ങളും ചില പ്രത്യേക അലോയ്കളും വെൽഡിംഗ് ചെയ്യുന്നതിന്, ഫ്ലൂക്സുകൾ ഉപയോഗിക്കുന്നു: അസിഡിക് (ബോറിക് ആസിഡുള്ള ബോറാക്സ്) - വെൽഡിംഗ് ചെമ്പ്, അതിൻ്റെ ലോഹസങ്കരങ്ങൾ; ഓക്സിജൻ രഹിത - അലുമിനിയം അലോയ്കൾ വെൽഡിങ്ങിനായി.
ഗ്യാസ് വെൽഡിംഗ് സമയത്ത്, വർക്ക്പീസുകൾ ആർക്ക് വെൽഡിംഗ് സമയത്തേക്കാൾ കൂടുതൽ സുഗമമായി ചൂടാക്കുന്നു, അതിനാൽ ഇത് ചെറിയ കട്ടിയുള്ള (0.2..3 മില്ലിമീറ്റർ) ലോഹം വെൽഡിംഗ് ചെയ്യാൻ ഉപയോഗിക്കുന്നു, കുറഞ്ഞ ഉരുകൽ നോൺ-ഫെറസ് ലോഹങ്ങൾ, ക്രമാനുഗതമായി ചൂടാക്കലും തണുപ്പിക്കലും ആവശ്യമായ ലോഹസങ്കരങ്ങൾ (ടൂൾ സ്റ്റീൽസ്) , കാസ്റ്റ് ഇരുമ്പ്, താമ്രം) , സോളിഡിംഗ്, ഉപരിതല ജോലികൾ, കാസ്റ്റ് ഇരുമ്പ്, വെങ്കല കാസ്റ്റിംഗുകളിൽ വെൽഡിംഗ് വൈകല്യങ്ങൾ.
മെറ്റൽ കട്ടിംഗ് - ഓക്സി-ഇന്ധനം, ഓക്സിജൻ-ഫ്ലക്സ്, എയർ-ആർക്ക്, പ്ലാസ്മ-ആർക്ക്.
ഓക്സിജൻ ഗ്യാസ് കട്ടിംഗിൽ ഓക്സിജൻ്റെ സ്ട്രീമിൽ ലോഹം കത്തിക്കുകയും തത്ഫലമായുണ്ടാകുന്ന ദ്രാവക ഓക്സൈഡുകൾ ഈ സ്ട്രീം ഉപയോഗിച്ച് നീക്കം ചെയ്യുകയും ചെയ്യുന്നു. ഓക്സിജനിൽ ഇരുമ്പിൻ്റെ ജ്വലനം ഗണ്യമായ അളവിൽ താപത്തിൻ്റെ പ്രകാശനത്തോടൊപ്പമുണ്ട്.
ജ്വലനം ആരംഭിക്കുന്നതിന്, ലോഹം ഓക്സിജൻ-അസെറ്റിലീൻ ജ്വാല ഉപയോഗിച്ച് ഇഗ്നിഷൻ താപനിലയിലേക്ക് (സ്റ്റീൽ 1000 ... 1200 0 സി) ചൂടാക്കുന്നു, തുടർന്ന് ഓക്സിജൻ മുറിക്കുന്ന ഒരു ജെറ്റ് വിതരണം ചെയ്യുന്നു, ചൂടാക്കിയ ലോഹം കത്തിക്കാൻ തുടങ്ങുന്നു.
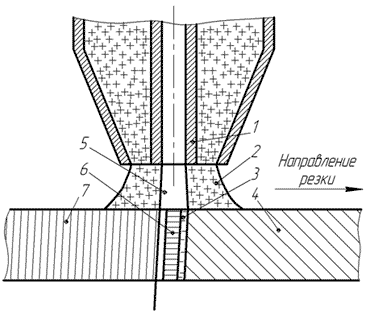
ഈ സാഹചര്യത്തിൽ പുറത്തുവിടുന്ന താപം, ഓക്സിജൻ-അസെറ്റിലീൻ ജ്വാലയുമായി ചേർന്ന്, ലോഹം 3 അതിൻ്റെ മുഴുവൻ കനം വരെ ചൂടാക്കുന്നു. കട്ടിംഗ് സോൺ 4-ൽ രൂപം കൊള്ളുന്ന ഓക്സൈഡുകൾ 5 ഓക്സിജൻ്റെ ഒരു ജെറ്റ് ഉപയോഗിച്ച് പറത്തുന്നു. ഒരു സാധാരണ കട്ടിംഗ് പ്രക്രിയ ഉറപ്പാക്കാൻ, ലോഹം ഇനിപ്പറയുന്ന അടിസ്ഥാന ആവശ്യകതകൾ പാലിക്കണം:
1) ലോഹത്തിൻ്റെ ഉരുകൽ താപനില ഓക്സിജൻ്റെ ജ്വലന താപനിലയേക്കാൾ കൂടുതലായിരിക്കണം;
2) മെറ്റൽ ഓക്സൈഡുകളുടെ ദ്രവണാങ്കം അതിൻ്റെ ദ്രവണാങ്കത്തേക്കാൾ കുറവായിരിക്കണം;
3) ലോഹത്തിൻ്റെ താപ ചാലകത വളരെ ഉയർന്നതായിരിക്കരുത്.
ഈ ആവശ്യകതകൾ പ്രധാനമായും നിറവേറ്റുന്നത് കുറഞ്ഞ കാർബണും ലോ-അലോയ് സ്റ്റീലുകളുമാണ്. ഉയർന്ന കാർബൺ, ഉയർന്ന അലോയ് സ്റ്റീലുകൾ, കാസ്റ്റ് ഇരുമ്പ്, അലുമിനിയം, ചെമ്പ്, നിക്കൽ മുതലായവ മുറിക്കുന്നതിന്. ഓക്സിജൻ ഫ്ലക്സ് കട്ടിംഗ് ഉപയോഗിക്കുന്നു.
5 ... 300 മില്ലീമീറ്റർ കനം ഉള്ള ലോഹം 300 മില്ലീമീറ്ററിൽ കൂടുതൽ കനം ഉള്ള സാധാരണ ഓക്സിജൻ കട്ടിംഗ് ഉപയോഗിച്ച് മുറിക്കുന്നു; ഗേറ്റിംഗ് സംവിധാനങ്ങൾ, ഗേറ്റുകൾ, ബർറുകൾ, വലിയ കഷണങ്ങൾ മുറിക്കൽ, തുറന്ന ചൂളകളിൽ ടാപ്പോളുകൾ കത്തിക്കാനുള്ള ലോഹനിർമ്മാണത്തിൽ, ലഡിൽ ഒഴിക്കുന്ന ഗ്ലാസിലെ ദ്വാരങ്ങൾ (ഓക്സിജൻ കുന്തിനൊപ്പം) എന്നിവ വേർതിരിക്കുന്നതിന് ഫൗണ്ടറി നിർമ്മാണത്തിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
ഓക്സിജൻ-ഫ്ലക്സ് കട്ടിംഗ് ഉപയോഗിക്കുമ്പോൾ, പൊടിച്ച ഇരുമ്പ് അടിസ്ഥാനമാക്കിയുള്ള ഫ്ലക്സ് (ഗ്രാനുൾ വ്യാസം 0.13 ... 0.22 മില്ലിമീറ്റർ) മുറിക്കുന്ന ഓക്സിജനോടൊപ്പം കട്ടിംഗ് സോണിലേക്ക് വിതരണം ചെയ്യുന്നു. ഫ്ലക്സ് ഇനിപ്പറയുന്ന പ്രവർത്തനങ്ങൾ ചെയ്യുന്നു:
1) ഓക്സിജൻ്റെ ഒരു സ്ട്രീമിൽ ജ്വലനം മൂലം താപനില വർദ്ധിപ്പിക്കുന്നു;
2) മെക്കാനിക്കൽ റിഫ്രാക്ടറി ഓക്സൈഡുകൾ നീക്കംചെയ്യുന്നു;
3) ഓക്സൈഡുകളുടെ ദ്രവണാങ്കം കുറയ്ക്കുന്നു.
ഉപഭോഗം ചെയ്യാത്ത ഗ്രാഫൈറ്റ് ഇലക്ട്രോഡിൻ്റെ ഒരു ആർക്ക് ഉപയോഗിച്ചാണ് എയർ-ആർക്ക് കട്ടിംഗ് നടത്തുന്നത്, കംപ്രസ് ചെയ്ത വായുവിൻ്റെ ഒരു പ്രവാഹത്താൽ ലോഹം പുറത്തെടുക്കുന്നു.
പ്ലാസ്മ ടോർച്ച് ഉപയോഗിച്ച് പ്ലാസ്മ ആർക്ക് അല്ലെങ്കിൽ പ്ലാസ്മ ജെറ്റ് ഉപയോഗിച്ചാണ് പ്ലാസ്മ ആർക്ക് കട്ടിംഗ് നടത്തുന്നത്.
ലോഹം ഉരുകാൻ പ്രത്യേക ബർണറുകളിൽ കത്തിച്ച ജ്വലന വാതകങ്ങളുടെ തീജ്വാലകളുടെ ഉപയോഗത്തെ അടിസ്ഥാനമാക്കിയാണ് ഗ്യാസ് വെൽഡിംഗ്.
ഈ രീതിയുടെ ജന്മസ്ഥലം ഫ്രാൻസാണ്. പത്തൊൻപതാം നൂറ്റാണ്ടിൻ്റെ അവസാനത്തിൽ ഇത് സൃഷ്ടിക്കപ്പെട്ടു ഗ്യാസ് ബർണർഹൈഡ്രജനും ഓക്സിജനും ചേർന്ന മിശ്രിതത്തിൽ പ്രവർത്തിക്കുന്നു. എന്നിരുന്നാലും, ഹൈഡ്രജൻ-ഓക്സിജൻ മിശ്രിതമുള്ള ടാങ്കിലേക്ക് തീജ്വാല തുളച്ചുകയറാനും അത് പൊട്ടിത്തെറിക്കാനും സാധ്യതയുള്ളതിനാൽ അത്തരം ബർണറുകൾ പ്രവർത്തിപ്പിക്കുന്നത് അപകടകരമാണ്.
തുടർന്ന്, ഫ്രഞ്ച് രസതന്ത്രജ്ഞനായ സെയിൻ്റ്-ക്ലെയർ ഡെവിൽ ഇത്തരമൊരു ബർണർ മെച്ചപ്പെടുത്തി, ഹൈഡ്രജനും ഓക്സിജനും വിവിധ റിസർവോയറുകളിൽ ഈ വാതകങ്ങൾ കലർത്തി ബർണറിൽ തന്നെ സ്ഥാപിച്ചു. എന്നിരുന്നാലും, തത്ഫലമായുണ്ടാകുന്ന ജ്വാലയിൽ വെൽഡിങ്ങിനായി മതിയായ താപനില (-2200 °C) ഉണ്ടായിരുന്നു.
രണ്ട് സാഹചര്യങ്ങളാൽ ഗ്യാസ് വെൽഡിങ്ങിൻ്റെ വ്യാവസായിക രീതിയുടെ വികസനം സാധ്യമായി: ഒന്നാമതായി, കാൽസ്യം കാർബൈഡിൽ നിന്ന് കത്തുന്ന അസറ്റിലീൻ വാതകം ഉൽപ്പാദിപ്പിക്കുന്നതിനുള്ള ഒരു രീതിയുടെ കണ്ടെത്തൽ, രണ്ടാമതായി, 1895-ൽ ഫ്രഞ്ച് രസതന്ത്രജ്ഞനായ ഹെൻറി ലൂയിസ് ലെ ചാറ്റലിയർ ഉയർന്ന താപനില ജ്വാല നേടി. അസറ്റിലീൻ, ഓക്സിജൻ എന്നിവയുടെ മിശ്രിതം കത്തിക്കുമ്പോൾ.
പിന്നീട്, 1901-ൽ ഫ്രഞ്ച് എഞ്ചിനീയർമാരായ എഡ്മണ്ട് ഫൗഷും ചാൾസ് പിക്കാർഡും അസറ്റിലീൻ-ഓക്സിജൻ മിശ്രിതത്തിൽ പ്രവർത്തിക്കുന്ന ഗ്യാസ് വെൽഡിംഗ് ടോർച്ച് രൂപകൽപ്പന ചെയ്തു. അവർ നിർദ്ദേശിച്ച ഗ്യാസ് വെൽഡിംഗ് ടോർച്ചിൻ്റെ രൂപകൽപ്പന ഇന്നും മാറ്റമില്ലാതെ തുടരുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിൻ്റെ കണ്ടുപിടുത്തക്കാർ അതിനെ ഓട്ടോജെനസ് എന്ന് വിളിച്ചു, അതായത്. "സ്വയം ഉൽപ്പാദിപ്പിക്കുന്നത്". അത്ര വിജയകരമല്ലാത്ത ഈ പേര് ഇന്ന് ചിലപ്പോൾ ഉപയോഗിക്കാറുണ്ട്.
മോസ്കോ, സെൻ്റ് പീറ്റേഴ്സ്ബർഗ്, കൈവ്, മറ്റ് നഗരങ്ങൾ എന്നിവിടങ്ങളിലെ സംരംഭങ്ങളിൽ ഗ്യാസ് വെൽഡിംഗ് വികസിപ്പിച്ചതിൻ്റെ പ്രാരംഭ കാലഘട്ടത്തിൽ, പ്രധാനമായും റെയിൽവേ റിപ്പയർ ഷോപ്പുകളിലും ചിലയിടങ്ങളിലും ഗ്യാസ് വെൽഡിംഗ് സ്റ്റേഷനുകളുടെ ഒരു ചെറിയ എണ്ണം ഉണ്ടായിരുന്നു. യന്ത്ര നിർമ്മാണ പ്ലാൻ്റുകൾ. 1931-ൽ മോസ്കോ ഓട്ടോജെനസ് പ്ലാൻ്റ് സൃഷ്ടിച്ചതിനുശേഷം, ഗ്യാസ് വെൽഡിങ്ങിനും ലോഹങ്ങൾ മുറിക്കുന്നതിനുമുള്ള ഉപകരണങ്ങൾ നിർമ്മിച്ചു, ഭാഗങ്ങൾ ചേരുന്നതിനുള്ള ഈ രീതിയുടെ ഉപയോഗം ഗണ്യമായി വികസിച്ചു.
ഗ്യാസ് വെൽഡിംഗ് വികസിപ്പിക്കുന്നതിൽ ഒരു പ്രധാന പങ്ക്, അല്ലെങ്കിൽ കൂടുതൽ കൃത്യമായി പറഞ്ഞാൽ, ഓൾ-യൂണിയൻ സയൻ്റിഫിക് റിസർച്ച് ഇൻസ്റ്റിറ്റ്യൂട്ട് ഓഫ് ഓട്ടോജെനസ് പ്രോസസ്സിംഗ് - VNIIavtogen (പിന്നീട് VNIIavtogenmash), ഇതിനുള്ള സാങ്കേതികവിദ്യയും ഉപകരണങ്ങളും മെച്ചപ്പെടുത്തുന്നതിനൊപ്പം. പ്രക്രിയ, ഓക്സിജൻ കട്ടിംഗിൻ്റെ വികസനത്തിലും ഗ്യാസ്-ഫ്ലേം കോട്ടിംഗുകളുടെ പ്രയോഗത്തിലും കാര്യമായ വിജയം കൈവരിച്ചു , ഉപരിതല കാഠിന്യം മുതലായവ.
ബഹുഭൂരിപക്ഷം മെറ്റീരിയലുകളുടെയും അലോയ്കളുടെയും വിജയകരമായ ഗ്യാസ് വെൽഡിങ്ങിനായി, വെൽഡിംഗ് ജ്വാലയുടെ താപനില കുറഞ്ഞത് 3000 ° C ആയിരിക്കണം. നിരവധി ജ്വലിക്കുന്ന വാതകങ്ങളിൽ, ഈ അവസ്ഥ നിറവേറ്റുന്നത് അസറ്റിലീൻ മാത്രമാണ്, ഇത് പ്രത്യേക അസറ്റിലീൻ ജനറേറ്ററുകളിൽ ഉത്പാദിപ്പിക്കപ്പെടുന്നു, അതിൽ കാൽസ്യം കാർബൈഡ് പ്രതിപ്രവർത്തനത്തിനനുസരിച്ച് വെള്ളവുമായി ഇടപഴകുന്നു.
വൈദ്യുത ആർക്ക് ചൂളകളിൽ കൽക്കരിയുമായി (C) കുമ്മായം (CaO) സംയോജിപ്പിച്ച് രൂപം കൊള്ളുന്ന കാത്സ്യം കാർബൈഡ് കഠിനവും അപവർത്തനശേഷിയുള്ളതുമായ ഒരു ക്രിസ്റ്റലിൻ പദാർത്ഥമാണ്:
അസറ്റിലീൻ ജ്വലന സമയത്ത് ഉയർന്ന താപനില കൈവരിക്കുന്നതിന്, മിക്കവാറും ശുദ്ധമായ ഓക്സിജൻ ഉപയോഗിക്കുന്നു (97 - 98% ഓക്സിജൻ), ഇത് പ്രത്യേക ഇൻസ്റ്റാളേഷനുകളിൽ അന്തരീക്ഷ വായുവിൽ നിന്ന് നേടുകയും 15 MPa (150 കിലോഗ്രാം) സമ്മർദ്ദത്തിൽ സ്റ്റീൽ സിലിണ്ടറുകളിൽ ഉപഭോക്താവിന് നൽകുകയും ചെയ്യുന്നു. /cm2).
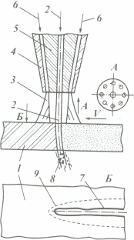
ഗ്യാസ് വെൽഡിംഗ്, ഇൻജക്ഷൻ വെൽഡിംഗ് ടോർച്ചുകൾ അല്ലെങ്കിൽ താഴ്ന്ന മർദ്ദം. അത്തരമൊരു ബർണറിൻ്റെ ഡയഗ്രം ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു. 2.19
ഹോസ് വഴി, മുലക്കണ്ണ് 1, കൺട്രോൾ വാൽവ് 2 എന്നിവയിലൂടെ, 0.3 - 0.4 MPa (3 - 4 kg / cm2) സമ്മർദ്ദത്തിൽ ബർണർ ഇൻജക്ടർ 3 ലേക്ക് ഓക്സിജൻ വിതരണം ചെയ്യുന്നു. ഇൻജക്ടറിൻ്റെ ഇടുങ്ങിയ ചാനലിൽ നിന്ന് ഉയർന്ന വേഗതയിൽ ഉയർന്നുവരുന്ന ഓക്സിജൻ്റെ ഒരു സ്ട്രീം, അസറ്റിലീൻ കുത്തിവയ്ക്കുന്നു (സക്ക് ഇൻ) ചെയ്യുന്നു, ഇത് താഴ്ന്ന മർദ്ദത്തിൽ മുലക്കണ്ണ് 10 വഴി ഒരു ഹോസ് വഴി ബർണറിലേക്ക് വിതരണം ചെയ്യുന്നു - 0.05 MPa-ൽ താഴെ. മിക്സിംഗ് ചേമ്പർ 4 ൽ, ഓക്സിജൻ അസറ്റിലീനുമായി കലർത്തിയിരിക്കുന്നു, അവിടെ നിന്ന് മിശ്രിതം മിക്സിംഗ് ട്യൂബ് 5 വഴി ബർണർ ടിപ്പ് 6 ലേക്ക് നീങ്ങുന്നു.
ടിപ്പ് ചാനലിൽ നിന്ന് പുറത്തുപോകുമ്പോൾ, മിശ്രിതം കത്തിക്കയറുന്നു, ഇത് ഒരു സങ്കീർണ്ണ ഘടനയുടെ വെൽഡിംഗ് ജ്വാല ഉണ്ടാക്കുന്നു. ഒരു സാധാരണ രാത്രി ജ്വാലയ്ക്ക് മൂന്ന് സ്വഭാവ മേഖലകളുണ്ട്; ആദ്യത്തെ സോൺ 7 ശരാശരി 1500 ° C താപനിലയിൽ, അസറ്റിലീൻ വിഘടിപ്പിക്കുന്നു (C2H2 = 2C + H?), രണ്ടാമത്തെ സോൺ 8, ബർണറിൽ നിന്ന് വരുന്ന ഓക്സിജനുമായി അസറ്റിലീൻ പ്രതിപ്രവർത്തിക്കുന്നിടത്ത് (C2H2 + O2 = 2CO + പ്രതികരണം അനുസരിച്ച് H2). തത്ഫലമായി, തീജ്വാലയുടെ താപനില 3100 ഡിഗ്രി സെൽഷ്യസായി വർദ്ധിക്കുന്നു, ജ്വലന ഉൽപ്പന്നങ്ങൾക്ക് ഗുണങ്ങൾ കുറയ്ക്കുന്നു. അവസാനമായി, മൂന്നാമത്തെ സോണിൽ - ജ്വാല 9 - അന്തരീക്ഷ ഓക്സിജൻ കാരണം ഹൈഡ്രജൻ ജ്വലനത്തിൻ്റെയും CO ഓക്സിഡേഷൻ്റെയും പ്രക്രിയ നടക്കുന്നു (CO + H2 + 3/2 O2 = 2CO2 + NaO പ്രതികരണം അനുസരിച്ച്). ജ്വാലയുടെ താപനില ഏകദേശം 1200 ° C ആണ്. സാധാരണഗതിയിൽ, ഒരു ഗ്യാസ് വെൽഡർ രണ്ടാമത്തെ ഫ്ലേം സോണിൽ (റിഡക്ഷൻ സോൺ) പ്രവർത്തിക്കുന്നു, തീജ്വാലയുടെ സ്വഭാവം നിരീക്ഷിക്കാനും ബർണറിൻ്റെ അസറ്റിലീൻ വാൽവ് ഉപയോഗിച്ച് മിശ്രിതത്തിൻ്റെ ഘടന ക്രമീകരിക്കാനും കഴിയും.

അരി. 2.19 ഒരു ഇഞ്ചക്ഷൻ ടോർച്ചിൻ്റെ ഡിസൈൻ ഡയഗ്രവും ഒരു വെൽഡിംഗ് ജ്വാലയുടെ ഘടനയും.
ഗ്യാസ് വെൽഡിംഗ് ഏത് സ്പേഷ്യൽ സ്ഥാനത്തും നടത്താം, എന്നിരുന്നാലും, ആർക്ക് വെൽഡിംഗിൽ നിന്ന് വ്യത്യസ്തമായി, തീജ്വാല ഉപയോഗിച്ച് ലോഹത്തിൻ്റെ ചൂടാക്കൽ മന്ദഗതിയിലുള്ളതും "മൃദു"വുമാണ്. സീം രൂപപ്പെടുത്തുന്നതിന് ഒരു ഫില്ലർ വടി ഉപയോഗിക്കുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിൻ്റെ നിസ്സംശയമായ ഗുണങ്ങളിൽ ഇവ ഉൾപ്പെടുന്നു:
ഉയർന്ന താപനിലയുള്ള ജ്വാല രൂപീകരണത്തിൻ്റെ ലാളിത്യവും അതിൻ്റെ നിയന്ത്രണത്തിൻ്റെ എളുപ്പവും;
രീതിയുടെ വൈവിധ്യം ഫീൽഡിൽ ഉൾപ്പെടെ എല്ലായിടത്തും ഉപയോഗിക്കാൻ അനുവദിക്കുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിൻ്റെ പ്രധാന പോരായ്മകളിൽ ഇനിപ്പറയുന്നവ ഉൾപ്പെടുന്നു:
കുറഞ്ഞ പ്രകടനംപ്രക്രിയ;
വെൽഡിന് സമീപമുള്ള ലോഹത്തിൻ്റെ ഗണ്യമായ ചൂടാക്കൽ, വലിയ ധാന്യങ്ങളുള്ള ഒരു വലിയ ചൂട്-ബാധിത മേഖല സൃഷ്ടിക്കുന്നു, ഇത് വെൽഡിഡ് സന്ധികളുടെ ശക്തി ഗുണങ്ങൾ കുറയ്ക്കുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിൻ്റെ വികസനത്തോടൊപ്പം, ലോഹത്തിൻ്റെ ഓക്സിജൻ കട്ടിംഗ് രീതികളും മെച്ചപ്പെടുത്തി. ഓക്സിജൻ കട്ടിംഗിൽ, ലോഹം ഒരു ഓക്സിജൻ വാതക ജ്വാല ഉപയോഗിച്ച് സ്റ്റാർട്ടിംഗ് പോയിൻ്റിൽ ചൂടാക്കുകയും, തുടർന്ന് ഓക്സിജൻ്റെ സ്ട്രീമിൽ കത്തിക്കുകയും, അതിൻ്റെ ഫലമായി ഒരു ത്രൂ കട്ട് സംഭവിക്കുകയും ചെയ്യുന്നു.
അങ്ങനെ, ഓക്സിജൻ്റെ ഒരു പ്രവാഹത്തിൽ ലോഹത്തിൻ്റെ ജ്വലനം മൂലമാണ് കട്ടിംഗ് നടത്തുന്നത്. ഈ കേസിൽ രൂപംകൊണ്ട ജ്വലന ഉൽപ്പന്നങ്ങൾ - ഓക്സൈഡുകൾ - ചലനാത്മക പ്രവർത്തനത്തിലൂടെ നീക്കംചെയ്യുന്നു - ഓക്സിജനെ മുറിക്കുന്ന ജെറ്റുകൾ.
ഓക്സിജൻ കട്ടിംഗ് പ്രക്രിയ ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു. 2.20
ഓക്സിജൻ കട്ടിംഗ് വിജയകരമായി നടത്താൻ, ഓക്സിജനിലെ ലോഹത്തിൻ്റെ ജ്വലന താപനില അതിൻ്റെ ദ്രവണാങ്കത്തേക്കാൾ കുറവായിരിക്കേണ്ടത് ആവശ്യമാണ്. പല സ്റ്റീൽ ഗ്രേഡുകളും ഈ അവസ്ഥയെ തൃപ്തിപ്പെടുത്തുന്നു. ഉദാഹരണത്തിന്, ലോ-കാർബൺ സ്റ്റീലിൻ്റെ ജ്വലന താപനില 1150 °C ആണ്, ദ്രവണാങ്കം 1540 °C ആണ്. ഓക്സിജൻ കട്ടിംഗിനുള്ള രണ്ടാമത്തെ പ്രധാന വ്യവസ്ഥ, ലോഹത്തിൻ്റെ ഉരുകൽ താപനില കട്ടിംഗ് പ്രക്രിയയിൽ രൂപം കൊള്ളുന്ന ഓക്സൈഡുകളുടെ ഉരുകൽ താപനിലയേക്കാൾ കൂടുതലായിരിക്കണം, അല്ലാത്തപക്ഷം റിഫ്രാക്ടറി ഓക്സൈഡുകൾ ഓക്സിജനുമായി ലോഹത്തിൻ്റെ സമ്പർക്കം തടയുന്നു. അലൂമിനിയം, മഗ്നീഷ്യം, അവയുടെ ലോഹസങ്കരങ്ങൾ, അതുപോലെ ക്രോമിയം, നിക്കൽ (സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽസ്) എന്നിവയുടെ ഉയർന്ന ഉള്ളടക്കമുള്ള സ്റ്റീലുകളിൽ, അലുമിനിയത്തിൻ്റെ ദ്രവണാങ്കം 660 °C മാത്രമാണ്, കൂടാതെ അതിൻ്റെ ഓക്സൈഡുകളും (ഉദാഹരണത്തിന്) ഈ അവസ്ഥ തൃപ്തികരമല്ല. ) - 2050 °C .
പരിമിതമായ കട്ടബിലിറ്റി അല്ലെങ്കിൽ അൺകട്ടിംഗ് ഉള്ള എല്ലാ വസ്തുക്കളും പൊടി-ഓക്സിജൻ (ഫ്ലക്സ്-ഓക്സിജൻ) കട്ടിംഗ് ഉപയോഗിച്ച് മുറിക്കണം, അതിൽ ഓക്സിജൻ സ്ട്രീമിനൊപ്പം പൊടികൾ കട്ടിംഗ് സോണിലേക്ക് നൽകുകയും അനുബന്ധ ഓക്സൈഡുകളുമായി രാസപരമായി ഇടപഴകുകയും ചെയ്യുന്നു. ലോഹങ്ങൾ അല്ലെങ്കിൽ യാന്ത്രികമായി ഓക്സൈഡ് ഫിലിമിനെ ബാധിക്കുന്നു.
അരി. 2.20 ഓക്സിജൻ കട്ടിംഗ് പ്രക്രിയ ഡയഗ്രം:
1 - അനുവദനീയമായ ലോഹം; 2 - ഓക്സിജൻ സ്ട്രീം: 3 - തീജ്വാല ചൂടാക്കൽ; 4 - കത്തുന്ന മിശ്രിതത്തിൻ്റെ മുഖപത്രം; 5 - ഓക്സിജൻ മുഖപത്രം; കെ - തീജ്വാലയെ ചൂടാക്കാനുള്ള ജ്വലന മിശ്രിതം; 7 - ഓക്സൈഡുകൾ ഉപയോഗിച്ച് ഉപരിതലം മുറിക്കുക; 8 - ഓക്സിജൻ്റെ ഒരു സ്ട്രീം കൊണ്ട് കൊണ്ടുപോകുന്ന സ്ലാഗുകൾ; 9 - ചൂടാക്കിയ ലോഹത്തിൻ്റെ ഐസോതെർം; V ആണ് കട്ടിംഗ് വെക്റ്റർ.
എന്നിരുന്നാലും, ഉയർന്ന താപനിലയുള്ള ആർക്ക് പ്ലാസ്മ ഉപയോഗിച്ച് അത്തരം ലോഹങ്ങൾ മുറിക്കുന്നത് കൂടുതൽ ഫലപ്രദമാണ്, ടോർച്ച് താപനില 15 - 25 ആയിരം ഡിഗ്രി സെൽഷ്യസിൽ എത്താം, അല്ലെങ്കിൽ ഗ്യാസ് ലേസർ കട്ടിംഗ്.
ലോഹങ്ങളുടെ വേർതിരിക്കൽ കട്ടിംഗിൻ്റെ വലിയ അളവ് കാരണം, കട്ടിംഗ് പ്രക്രിയയുടെ യന്ത്രവൽക്കരണവും ഓട്ടോമേഷനും പ്രധാനമാണ്. IN ഈയിടെയായിവ്യവസായത്തിൽ, ഉയർന്ന പ്രവർത്തനക്ഷമതയുള്ള കോർഡിനേറ്റ് മെഷീനുകൾ കാൻ്റിലിവർ അല്ലെങ്കിൽ ഓക്സിജൻ മുറിക്കുന്നതിന് ഉപയോഗിക്കുന്നു പോർട്ടൽ തരം, ഒരു കമ്പ്യൂട്ടർ ഉപയോഗിച്ച് പ്രത്യേക പ്രോഗ്രാമുകൾ നിയന്ത്രിക്കുന്നു. ഉയർന്ന കൃത്യതയും ഉൽപ്പാദനക്ഷമതയും ഉപയോഗിച്ച് ഏത് കോൺഫിഗറേഷൻ്റെയും ഭാഗങ്ങൾ മുറിക്കാൻ അവർ അനുവദിക്കുന്നു.
ജോലിയുടെ അവസാനം -
ഈ വിഷയം വിഭാഗത്തിൻ്റേതാണ്:
വെൽഡിംഗ് ഉൽപാദനത്തിൻ്റെ ചരിത്രവും വികസനവും
വെൽഡിംഗ് ഉൽപ്പാദനത്തിൻ്റെ ചരിത്രവും വികസനവും... പ്രഭാഷണ കുറിപ്പുകൾ ഉള്ളടക്കം...
ഈ വിഷയത്തിൽ നിങ്ങൾക്ക് കൂടുതൽ മെറ്റീരിയൽ വേണമെങ്കിൽ, അല്ലെങ്കിൽ നിങ്ങൾ തിരയുന്നത് കണ്ടെത്താനായില്ലെങ്കിൽ, ഞങ്ങളുടെ സൃഷ്ടികളുടെ ഡാറ്റാബേസിൽ തിരയൽ ഉപയോഗിക്കാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു:
ലഭിച്ച മെറ്റീരിയലുമായി ഞങ്ങൾ എന്തുചെയ്യും:
ഈ മെറ്റീരിയൽ നിങ്ങൾക്ക് ഉപയോഗപ്രദമായിരുന്നുവെങ്കിൽ, സോഷ്യൽ നെറ്റ്വർക്കുകളിലെ നിങ്ങളുടെ പേജിലേക്ക് ഇത് സംരക്ഷിക്കാൻ കഴിയും:
ഗ്യാസ് ജനറേറ്റർ അല്ലെങ്കിൽ ഗ്യാസ് സിലിണ്ടർ acitelen കൂടെ
ഓക്സിജൻ സിലിണ്ടർ
ഗ്യാസ് ബർണർ
ഹോസുകളും റിഡ്യൂസറുകളും അല്ലെങ്കിൽ പ്രഷർ ഗേജ്
41. ഗ്യാസ് വെൽഡിംഗ് ടോർച്ചുകളും ഗ്യാസ് ജ്വാലയുടെ ഘടനയും
ഗ്യാസ് വെൽഡിംഗ് ടോർച്ചുകൾ ആവശ്യമായ അനുപാതത്തിൽ ഓക്സിജനും അസറ്റിലീനും കലർത്തി, വെൽഡിംഗ് സൈറ്റിലേക്ക് ഒരു ജ്വലന മിശ്രിതം നൽകുകയും ആവശ്യമായ ശക്തിയുടെ സാന്ദ്രീകൃത ജ്വാല സൃഷ്ടിക്കുകയും ചെയ്യുന്നു. പ്രവർത്തന തത്വമനുസരിച്ച്, ബർണറുകൾ കുത്തിവയ്പ്പും നോൺ-ഇൻജക്ടറും ആയി തിരിച്ചിരിക്കുന്നു (ചിത്രം 2). ഇഞ്ചക്ഷൻ ബർണറുകളിൽ, ജ്വലന വാതകത്തിൻ്റെ (അസറ്റിലീൻ) ഒഴുക്ക് സംഭവിക്കുന്നത് ഓക്സിജൻ്റെ ഒരു സ്ട്രീം വഴി വലിച്ചെടുക്കുന്നത് മൂലമാണ്, ഇത് ഇൻജക്ടർ നോസിലിൽ നിന്ന് ഉയർന്ന വേഗതയിൽ ഒഴുകുന്നു, അസറ്റിലീൻ പ്രവേശിക്കുന്ന ചാനലുകളിൽ ഒരു വാക്വം സൃഷ്ടിക്കുന്നു. ഓക്സിജൻ മർദ്ദം 0.2 - 0.4 MPa ന് തുല്യമായിരിക്കണം, കൂടാതെ ബർണർ ഇൻലെറ്റിലെ അസറ്റിലീൻ മർദ്ദം 0.001 - 0.002 MPa ആകാം.
അരി. 2. അസറ്റലീൻ ബർണറുകളുടെ സ്കീമുകൾ: a - കുത്തിവയ്പ്പ്; ബി - നോൺ-ഇൻജക്ടർ; 1 - ബർണർ ബാരൽ; 2 - നട്ട്; 3 - നുറുങ്ങ്; 4 - വായ്മൊഴി; 5 - മിക്സിംഗ് ചേമ്പർ; 6 - ഇൻജക്ടർ; 7 - വാൽവ്; 8 - ബന്ധിപ്പിക്കുന്ന ഫിറ്റിംഗ്
ഇത്തരത്തിലുള്ള ബർണറുകൾക്ക് ഇൻജക്ടറിൻ്റെയും മൗത്ത്പീസിൻ്റെയും ഔട്ട്ലെറ്റ് ദ്വാരങ്ങളുടെ വ്യത്യസ്ത വ്യാസമുള്ള മാറ്റിസ്ഥാപിക്കാവുന്ന നുറുങ്ങുകളുണ്ട്, ഇത് അസറ്റിലീൻ-ഓക്സിജൻ ജ്വാലയുടെ ശക്തി വിശാലമായ പരിധിക്കുള്ളിൽ ക്രമീകരിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നു, ബർണറിൽ നിന്നുള്ള വാതക പ്രവാഹത്തിൻ്റെ ഉയർന്ന നിരക്ക് നിലനിർത്തുന്നു. ഏറ്റവും സാധാരണമായ ഇഞ്ചക്ഷൻ ബർണറുകൾ "Zvezda", GS-3 എന്നിവയ്ക്ക് ഏഴ് എണ്ണം മാറ്റിസ്ഥാപിക്കാവുന്ന നുറുങ്ങുകൾ ഉണ്ട്തീജ്വാലയിൽ മൂന്ന് സോണുകൾ അടങ്ങിയിരിക്കുന്നു: ഫ്ലേം കോർ 1, റിഡക്ഷൻ സോൺ 2, ടോർച്ച് 3
അരി. 3. വെൽഡിംഗ് അസറ്റിലീൻ-ഓക്സിജൻ ജ്വാലയുടെ ഘടന:
1 - കോർ; 2 - വീണ്ടെടുക്കൽ മേഖല; 3 - ജ്വാല ടോർച്ച്
കാമ്പ് തിളങ്ങുന്ന വെളുത്ത നിറവും വൃത്താകൃതിയിലുള്ള ഒരു കോണിൻ്റെ ആകൃതിയും ഉള്ളതാണ്. കാമ്പിൽ, മൗത്ത്പീസിൽ നിന്ന് വരുന്ന വാതക മിശ്രിതം ക്രമേണ ജ്വലന താപനിലയിലേക്ക് ചൂടാക്കപ്പെടുന്നു. വീണ്ടെടുക്കൽ മേഖല ഗണ്യമായി കൂടുതലാണ് ഇരുണ്ട നിറം, കാമ്പിനെക്കാൾ, കാമ്പിൻ്റെ അരികിൽ നിന്ന് 3 - 5 മില്ലീമീറ്റർ അകലെയുള്ള ഏറ്റവും ഉയർന്ന താപനില. അന്തരീക്ഷത്തിലെ ഓക്സിജൻ കാരണം ടോർച്ചിൽ അസറ്റലീൻ ജ്വലനം സംഭവിക്കുന്നു. ലോ-കാർബൺ, ലോ-അലോയ്, ഹൈ-അലോയ് സ്റ്റീലുകൾ, അതുപോലെ ചെമ്പ്, മഗ്നീഷ്യം അലോയ്കൾ, അലുമിനിയം, സിങ്ക്, ലെഡ് മുതലായവ വെൽഡിംഗ് ചെയ്യാൻ സാധാരണ തീജ്വാല ഉപയോഗിക്കുന്നു.
ഓക്സിജൻ്റെ അളവ് വർദ്ധിക്കുന്നതിനൊപ്പം (O 2 / കൂടെ 2 എൻ 2 > 1,2) തീജ്വാലയ്ക്ക് നീലകലർന്ന നിറം ലഭിക്കുന്നു, കൂടാതെ ഒരു കൂർത്ത കോർ ആകൃതിയും ഉണ്ട്. ഈ തീജ്വാലയെ ഓക്സിഡൈസിംഗ് ജ്വാല എന്ന് വിളിക്കുന്നു, പിച്ചള വെൽഡിംഗ് ചെയ്യുമ്പോൾ മാത്രമേ ഇത് ഉപയോഗിക്കാൻ കഴിയൂ. ഈ സാഹചര്യത്തിൽ, അധിക ഓക്സിജൻ പിച്ചളയിൽ അടങ്ങിയിരിക്കുന്ന സിങ്കിനൊപ്പം റിഫ്രാക്ടറി ഓക്സൈഡുകൾ ഉണ്ടാക്കുന്നു, ഇതിൻ്റെ ഫിലിം കൂടുതൽ സിങ്ക് ബാഷ്പീകരണം തടയുന്നു.
വർദ്ധിച്ചുവരുന്ന അസറ്റിലീൻ ഉള്ളടക്കത്തോടൊപ്പം (O 2 / കൂടെ 2 എൻ 2 < 1) തീജ്വാല പുകയായി മാറുന്നു, നീളം കൂടുന്നു, ചുവപ്പ് കലർന്ന നിറമുണ്ട്. അത്തരമൊരു തീജ്വാലയെ കാർബറൈസിംഗ് എന്ന് വിളിക്കുന്നു, ഇത് ഉയർന്ന കാർബൺ സ്റ്റീലുകൾ, കാസ്റ്റ് ഇരുമ്പ്, നോൺ-ഫെറസ് ലോഹങ്ങൾ, ഹാർഡ് അലോയ്കളുടെ ഉപരിതലം എന്നിവ വെൽഡിംഗ് ചെയ്യുന്നതിന് ഉപയോഗിക്കുന്നു, കാരണം ഈ സാഹചര്യത്തിൽ കാർബണിൻ്റെ പൊള്ളൽ നഷ്ടപരിഹാരം നൽകുകയും നോൺ-ഫെറസ് ലോഹങ്ങളുടെ ഓക്സൈഡുകൾ കുറയുകയും ചെയ്യുന്നു.
42. ലോഹത്തിൻ്റെ തെർമൽ കട്ടിംഗ്
ലോഹത്തിൻ്റെ താപ കട്ടിംഗിൽ ഗ്യാസ് കട്ടിംഗ്, ലോഹത്തിൻ്റെ ലേസർ കട്ടിംഗ്, മെറ്റൽ കട്ടിംഗ് പോലുള്ള ഒരു വിദേശ രീതി ഉൾപ്പെടുന്നു സൂര്യകിരണങ്ങൾതീർച്ചയായുംലോഹത്തിൻ്റെ പ്ലാസ്മ കട്ടിംഗ്. എല്ലാ കട്ടിംഗ് രീതികളും ലോഹ വേർതിരിവിൻ്റെ ഒരു തത്ത്വത്താൽ ഏകീകരിക്കപ്പെടുന്നു: ഉയർന്ന താപനിലയുടെ സ്വാധീനത്തിൽ, പ്രാദേശിക ഉരുകൽ, കത്തുന്നതും കട്ട് ചെയ്ത ലോഹവും അതിൻ്റെ ജ്വലന ഉൽപ്പന്നങ്ങളും വാതകങ്ങളുടെ ഒഴുക്കിനൊപ്പം പുറത്തേക്ക് വീശുന്നു.എല്ലാ രീതികൾക്കും അവരുടേതായ ഗുണങ്ങളും ദോഷങ്ങളുമുണ്ട്. ലോഹത്തിൻ്റെ താപ കട്ടിംഗിൻ്റെ വിവിധ രീതികളുടെ ഗുണങ്ങളും ദോഷങ്ങളും സംബന്ധിച്ച ഒരു ഹ്രസ്വ അവലോകനം.ഗ്യാസ് മെറ്റൽ കട്ടിംഗ് ഗ്യാസ് മെറ്റൽ കട്ടിംഗിൻ്റെ പ്രയോജനങ്ങൾ: - വളരെക്കാലമായി അറിയപ്പെടുന്നതും വ്യാപകവുമാണ് - ഉപയോഗ എളുപ്പം - ഗ്യാസ് കട്ടിംഗ് ഉപകരണങ്ങളുടെ കുറഞ്ഞ വില - ഉപഭോഗവസ്തുക്കളുടെയും വാതകങ്ങളുടെയും കുറഞ്ഞ വില - ഉയർന്ന പ്രകടന സൂചകങ്ങൾ - രൂപകൽപ്പനയുടെ ലാളിത്യം - ലോഹത്തിൻ്റെ വലിയ കനം മുറിക്കാനുള്ള കഴിവ്, 2 മീറ്റർ വരെ - ഉണ്ട് സ്റ്റേഷനറി, മൊബൈൽ ഇൻസ്റ്റാളേഷനുകൾഗ്യാസ് മെറ്റൽ കട്ടിംഗിൻ്റെ ദോഷങ്ങൾ : - ഗ്യാസ് കട്ടിംഗിൻ്റെ ഉയർന്ന അഗ്നി അപകടം - കുറഞ്ഞ കട്ടിംഗ് വേഗത - കട്ടിംഗ് ബീമിൻ്റെ വലിയ കനം - മുറിക്കുന്ന ലോഹത്തിൻ്റെ ശക്തമായ താപ രൂപഭേദം - കുറഞ്ഞ കൃത്യത - വേർതിരിക്കൽ കട്ടിംഗ് മാത്രം - കട്ട് ലോഹങ്ങളുടെ പട്ടികയിലെ നിയന്ത്രണങ്ങൾലോഹത്തിൻ്റെ ലേസർ കട്ടിംഗ് ലോഹത്തിൻ്റെ ലേസർ കട്ടിംഗിൻ്റെ പ്രയോജനങ്ങൾ: - വേർതിരിക്കൽ കട്ടിംഗിൻ്റെ ഒരു പുതിയ ആധുനിക രീതി - ലോഹം മുറിക്കുന്നതിനുള്ള ഉയർന്ന വേഗത - തത്ഫലമായുണ്ടാകുന്ന ഉൽപ്പന്നങ്ങളുടെ ഉയർന്ന നിലവാരം, കൃത്യത ക്ലാസ് I വരെ - ലോഹ ഉൽപ്പന്നങ്ങളുടെ നല്ല ആവർത്തനക്ഷമത - കട്ടിംഗ് ബീമിൻ്റെ ചെറിയ കനം - ലോഹത്തിൻ്റെ ലംബ കട്ടിംഗ് എഡ്ജ് - ലോഹം മുറിക്കുമ്പോൾ ഫലത്തിൽ താപ വൈകല്യമില്ല - മരം, പ്ലാസ്റ്റിക്, കാർഡ്ബോർഡ്, തുകൽ മുതലായവ മുറിക്കാനുള്ള കഴിവ്.ലോഹത്തിൻ്റെ ലേസർ കട്ടിംഗിൻ്റെ പോരായ്മകൾ: - സങ്കീർണ്ണമായ ഉപകരണങ്ങൾ - ഉപകരണങ്ങളുടെ വലിയ വലിപ്പം - മുറിക്കുന്നതിനുള്ള പ്രാഥമിക തയ്യാറെടുപ്പിൻ്റെ സങ്കീർണ്ണത - ഉപകരണങ്ങളുടെ ഉയർന്ന വില - ഉപഭോഗവസ്തുക്കളുടെ ഉയർന്ന വില - മുറിക്കേണ്ട ലോഹങ്ങളുടെ പട്ടികയിലെ നിയന്ത്രണങ്ങൾ - മുറിക്കുന്ന വസ്തുക്കളുടെ കനം, 20 മില്ലീമീറ്റർ വരെ നിയന്ത്രണങ്ങൾ - മൊബൈൽ ലേസർ കട്ടിംഗ് ഇൻസ്റ്റാളേഷനുകളൊന്നുമില്ലലോഹത്തിൻ്റെ പ്ലാസ്മ കട്ടിംഗ് പ്രയോജനങ്ങൾ ലോഹത്തിൻ്റെ പ്ലാസ്മ കട്ടിംഗ്: - വേർതിരിക്കൽ കട്ടിംഗിൻ്റെ ഒരു പുതിയ ആധുനിക രീതി - മെറ്റൽ കട്ടിംഗിൻ്റെ ഉയർന്ന വേഗത - തത്ഫലമായുണ്ടാകുന്ന ഉൽപ്പന്നങ്ങളുടെ ഉയർന്ന നിലവാരം, ക്ലാസ് II വരെ കൃത്യത - മെറ്റൽ ഉൽപ്പന്നങ്ങളുടെ നല്ല ആവർത്തനക്ഷമത - കട്ടിംഗ് ബീമിൻ്റെ ചെറിയ കനം - ഏതെങ്കിലും ചാലക വസ്തുക്കളുടെ മുറിക്കൽ - കനം 160 മില്ലിമീറ്റർ വരെ ലോഹം മുറിക്കുക - കുറഞ്ഞ പ്രവർത്തന ചെലവ് - സ്റ്റേഷണറി, മൊബൈൽ പ്ലാസ്മ കട്ടിംഗ് യൂണിറ്റുകൾ ഉണ്ട് - കട്ടിംഗ് ഏരിയയുടെ നേരിയ താപ ചൂടാക്കൽപ്ലാസ്മ മെറ്റൽ കട്ടിംഗിൻ്റെ പോരായ്മകൾ: - മുറിക്കുന്ന ലോഹത്തിൻ്റെ കട്ടിംഗ് എഡ്ജിൻ്റെ ഒരു ചെറിയ കോണിൻ്റെ സാന്നിധ്യം - സങ്കീർണ്ണമായ ഉപകരണങ്ങൾ - ഉപകരണങ്ങളുടെ ഉയർന്ന വില - ഉപഭോഗവസ്തുക്കളുടെ ഉയർന്ന വില
ഓക്സിജൻ ഗ്യാസ് കട്ടിംഗ് (ചിത്രം 1) ലോഹത്തെ വേർതിരിക്കുന്ന ഒരു രീതിയാണ്, വാതക ജ്വാലയുടെ താപവും ലോഹ ഓക്സിഡേഷൻ്റെ എക്സോതെർമിക് പ്രതികരണവും ഉപയോഗിച്ച് അതിനെ ജ്വലന താപനിലയിലേക്ക് ചൂടാക്കുകയും ഓക്സൈഡുകൾ നീക്കം ചെയ്യുകയും ചെയ്യുന്നു - ഓക്സിജനെ മുറിക്കുന്ന ഒരു ജെറ്റിൻ്റെ ഗതികോർജ്ജം.
പ്രീഹീറ്റിംഗ് ജ്വാല ലോഹത്തിൻ്റെ ഉപരിതല പാളികളെ ചൂടാക്കുന്നു, അത് ശുദ്ധമായ ഓക്സിജൻ്റെ സ്ട്രീമുമായി സമ്പർക്കം പുലർത്തുകയും ഓക്സിഡൈസ് ചെയ്യുകയും ചെയ്യുന്നു. ഈ സാഹചര്യത്തിൽ പുറത്തുവിടുന്ന താപം, പ്രീഹീറ്റിംഗ് ജ്വാലയുടെ ചൂടിനൊപ്പം, ഓക്സിജനിലെ ജ്വലന താപനിലയിലേക്കുള്ള താപ ചാലകത കാരണം കട്ടറിന് മുന്നിൽ ലോഹത്തെ നിരന്തരം ചൂടാക്കുന്നു, ഇത് പ്രക്രിയയുടെ തുടർച്ച ഉറപ്പാക്കുന്നു. ഓക്സിജൻ സ്ട്രീമിൻ്റെ ഗതികോർജ്ജത്തിൻ്റെ സ്വാധീനത്തിൽ, ഓക്സൈഡുകളുടെ പാളി, അതുപോലെ ഭാഗികമായി ദ്രാവക ലോഹം, കട്ട് നീക്കം ചെയ്യപ്പെടുന്നു.
കട്ടറിൻ്റെ പ്രീഹീറ്റിംഗ് ജ്വാലയും ഇരുമ്പ്, ഉരുക്ക് മാലിന്യങ്ങളുടെ എക്സോതെർമിക് ഓക്സിഡേഷൻ പ്രതികരണവുമാണ് കട്ടിംഗ് സമയത്ത് താപത്തിൻ്റെ ഉറവിടം. ഉരുക്കിൻ്റെ കനം അനുസരിച്ച്, ഹീറ്റ് ബാലൻസിലെ അവരുടെ പങ്കാളിത്തത്തിൻ്റെ ഓഹരികൾ മാറുന്നു: ലോഹത്തിൻ്റെ കനം ചെറുതാണെങ്കിൽ, ചൂടാക്കൽ ജ്വാലയുടെ പങ്ക് വലുതാണ് (5 മില്ലീമീറ്റർ വരെ കനം 80% വരെ കട്ടിംഗ് സമയത്ത് പുറത്തുവിടുന്ന താപത്തിൻ്റെ ആകെ അളവ്, 50 മില്ലിമീറ്ററിൽ കൂടുതൽ കനം - 10% വരെ മാത്രം).
ലോഹത്തിൻ്റെ കട്ട്ബിലിറ്റിയെ ബാധിക്കുന്ന ചില കട്ടിംഗ് അവസ്ഥകളുണ്ട്:
ആദ്യ വ്യവസ്ഥ പ്രതികരണ താപനില ഏകദേശം 1000 - 1150 ആണെന്ന് ഉറപ്പാക്കാൻ ചൂട് മതിയാകും 0 കൂടെ.
രണ്ടാമത്തെ വ്യവസ്ഥ - ലോഹത്തിൻ്റെ ഉരുകൽ താപനില ഓക്സിജനിലെ തീവ്രമായ ഓക്സീകരണത്തിൻ്റെ താപനിലയേക്കാൾ കൂടുതലായിരിക്കണം.
മൂന്നാമത്തെ വ്യവസ്ഥ - ലോഹത്തിൻ്റെ ഉരുകൽ താപനില കട്ടിംഗ് പ്രക്രിയയിൽ രൂപംകൊണ്ട ഓക്സൈഡുകളുടെ ഉരുകൽ താപനിലയേക്കാൾ കൂടുതലായിരിക്കണം.
നാലാമത്തെ അവസ്ഥ - തത്ഫലമായുണ്ടാകുന്ന സ്ലാഗ് ദ്രാവകമായിരിക്കണം.
1-മൗത്ത്പീസ്; 2-താപനം ജ്വാല; 3 - ദ്രാവക ലോഹം; 4-വെട്ടേണ്ട ലോഹം; 5 - ഓക്സിജൻ ജെറ്റ് മുറിക്കൽ; 6 - ഓക്സൈഡ് പാളി; 7 - ലാഗ് ലൈനുകൾ.
ചിത്രം 1. ഓക്സി-ഇന്ധന വേർതിരിക്കൽ കട്ടിംഗ് പ്രക്രിയയുടെ സ്കീം
മുകളിലുള്ള എല്ലാ വ്യവസ്ഥകളും സ്റ്റീൽ, ടൈറ്റാനിയം, മാംഗനീസ് എന്നിവയാൽ തൃപ്തിപ്പെട്ടിരിക്കുന്നു, അതിനാൽ അവ ഓക്സി-ഇന്ധന കട്ടിംഗ് ഉപയോഗിച്ച് പ്രോസസ്സ് ചെയ്യാൻ കഴിയും. ഓക്സൈഡ് രൂപീകരണത്തിൻ്റെ ഉയർന്ന താപ ഫലവും ഓക്സിജനുമായുള്ള ഉയർന്ന അടുപ്പവും കാരണം ടൈറ്റാനിയം അലോയ്കൾ മുറിക്കുന്നതിൽ പ്രത്യേകിച്ചും നല്ലതാണ്. ഹൈ-അലോയ് സ്റ്റീൽസ്, അലുമിനിയം, ചെമ്പ് തുടങ്ങിയ മറ്റ് ലോഹങ്ങളും ലോഹസങ്കരങ്ങളും, ഓക്സി-ഇന്ധനം മുറിക്കൽ പ്രക്രിയ സാധ്യമാകുന്ന രണ്ടാമത്തെ അവസ്ഥയെ തൃപ്തിപ്പെടുത്തുന്നില്ല.
വേർതിരിക്കൽ ഓക്സി-ഇന്ധന കട്ടിംഗിൻ്റെ ഇനങ്ങൾ ഉണ്ട്. ഹൈ-സ്പീഡ് ഓക്സി-ഫ്യുവൽ കട്ടിംഗ്, ഉയർന്ന നിലവാരമുള്ള ഓക്സി-ഗ്യാസ് കട്ടിംഗ്, ബർ-ഫ്രീ ഓക്സി-ഫ്യുവൽ കട്ടിംഗ്, ഉയർന്ന മർദ്ദത്തിലുള്ള ഓക്സിജൻ കട്ടിംഗ് എന്നിവ ഇതിൽ ഉൾപ്പെടുന്നു. കട്ടിംഗ് വേഗത 1.5 - 3 മടങ്ങ് വർദ്ധിപ്പിക്കാൻ ഈ രീതികൾ നിങ്ങളെ അനുവദിക്കുന്നു.
പരമ്പരാഗത ഗ്യാസ് വെൽഡിംഗ് അതിൻ്റെ കുറഞ്ഞ ചെലവ് (പ്ലാസ്മ മെഷീനുകളുമായി താരതമ്യം ചെയ്യുമ്പോൾ) കുറഞ്ഞത് ലോഹം ചൂടാക്കാനോ മുറിക്കാനോ ഉള്ളതിനാൽ അവരുടെ സ്വന്തം വർക്ക്ഷോപ്പുകളിൽ കരകൗശല വിദഗ്ധർ വളരെക്കാലം ഉപയോഗിക്കും. ഗ്യാസ് വെൽഡിംഗ് എന്നത് ഫ്യൂഷൻ വെൽഡിങ്ങിനെ സൂചിപ്പിക്കുന്നു. ഒരു വെൽഡിംഗ് ടോർച്ചിൻ്റെ ഉയർന്ന താപനില ജ്വാല ഉപയോഗിച്ച് ഉരുകിയ അവസ്ഥയിലേക്ക് സംയുക്ത ഭാഗങ്ങളുടെ അരികുകൾ ചൂടാക്കുന്നത് ഗ്യാസ് വെൽഡിംഗ് പ്രക്രിയയിൽ അടങ്ങിയിരിക്കുന്നു. ലോഹത്തെ ചൂടാക്കാനും ഉരുകാനും, ഉയർന്ന താപനിലയുള്ള ജ്വാല ഉപയോഗിക്കുന്നു, സാങ്കേതികമായി ശുദ്ധമായ ഓക്സിജനുമായി കലർന്ന ജ്വലിക്കുന്ന വാതകം കത്തിച്ചുകൊണ്ട് ലഭിക്കും. അരികുകൾക്കിടയിലുള്ള വിടവ് ഫില്ലർ വയർ മുതൽ ഉരുകിയ ലോഹം കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിൽ ഇനിപ്പറയുന്നവയുണ്ട് നേട്ടങ്ങൾ: വെൽഡിംഗ് രീതി താരതമ്യേന ലളിതമാണ്, സങ്കീർണ്ണവും ചെലവേറിയതുമായ ഉപകരണങ്ങൾ ആവശ്യമില്ല, ഏറ്റവും പ്രധാനമായി, വൈദ്യുതിയുടെ ഒരു സ്രോതസ്സ്, ഇത് റോഡിലെ ജോലിക്ക് പ്രധാനമാണ് (വർക്ക്ഷോപ്പിന് പുറത്ത്). മാറ്റുന്നു താപ വൈദ്യുതിവെൽഡിംഗ് സൈറ്റുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ തീജ്വാലയും അതിൻ്റെ സ്ഥാനവും, വെൽഡറിന് ലോഹത്തിൻ്റെ ചൂടാക്കലിൻ്റെയും തണുപ്പിൻ്റെയും നിരക്ക് വ്യാപകമായി നിയന്ത്രിക്കാൻ കഴിയും.
പോരായ്മകളിലേക്ക്ഗ്യാസ് വെൽഡിങ്ങിൽ ലോഹത്തിൻ്റെ കുറഞ്ഞ തപീകരണ നിരക്കും ഇലക്ട്രിക് ആർക്ക് വെൽഡിങ്ങിനേക്കാൾ ലോഹത്തിൽ താപ സ്വാധീനത്തിൻ്റെ വലിയ മേഖലയും ഉൾപ്പെടുന്നു. ഗ്യാസ് വെൽഡിംഗ് ഉപയോഗിച്ച്, ചൂട് സാന്ദ്രത കുറവാണ്, കൂടാതെ വെൽഡിങ്ങ് ചെയ്യുന്ന ഭാഗങ്ങളുടെ വാർപ്പിംഗ് ഇലക്ട്രിക് വെൽഡിങ്ങിനേക്കാൾ കൂടുതലാണ്. പക്ഷേ, ശരിയായി തിരഞ്ഞെടുത്ത ജ്വാല ശക്തി, അതിൻ്റെ ഘടനയുടെ നൈപുണ്യ നിയന്ത്രണം, ഫില്ലർ വയറിൻ്റെ ശരിയായ ബ്രാൻഡ്, വെൽഡറുടെ നല്ല യോഗ്യതകൾ, ഗ്യാസ് വെൽഡിംഗ് ഉയർന്ന നിലവാരമുള്ള വെൽഡിഡ് സന്ധികളുടെ ഉത്പാദനം ഉറപ്പാക്കുന്നു.
ഗ്യാസ് വെൽഡിംഗ് ഉപയോഗിച്ച് നിങ്ങൾക്ക് വെൽഡ് ചെയ്യാൻ കഴിയും മിക്കവാറും എല്ലാ ലോഹങ്ങളുംസാങ്കേതികവിദ്യയിൽ ഉപയോഗിക്കുന്നു. കാസ്റ്റ് ഇരുമ്പ്, ചെമ്പ്, താമ്രം, ഈയം തുടങ്ങിയ ലോഹങ്ങൾ ഇലക്ട്രിക് ആർക്ക് വെൽഡിങ്ങിനെക്കാൾ ഗ്യാസ് വെൽഡിംഗ് എളുപ്പമാണ്. ഉപകരണങ്ങളുടെ ലാളിത്യവും ഞങ്ങൾ കണക്കിലെടുക്കുകയാണെങ്കിൽ, എഞ്ചിനീയറിംഗ്, മറ്റ് ഫാക്ടറികൾ, കൃഷി, അറ്റകുറ്റപ്പണി, നിർമ്മാണം, നിർമ്മാണം എന്നിവയിൽ ഗ്യാസ് വെൽഡിംഗ് വ്യാപകമാണെന്ന് വ്യക്തമാകും. ഇൻസ്റ്റലേഷൻ ജോലി, അല്ലെങ്കിൽ ഒരു സ്വകാര്യ ഗാരേജിൽ പോലും. ഗ്യാസ് വെൽഡിംഗും ഉപയോഗിക്കുന്നു: നേർത്ത ഷീറ്റ് സ്റ്റീൽ കൊണ്ട് നിർമ്മിച്ച ഉൽപ്പന്നങ്ങളുടെ നിർമ്മാണത്തിലും അറ്റകുറ്റപ്പണിയിലും - മോട്ടോർ സൈക്കിളുകളുടെയും കാറുകളുടെയും വെൽഡിംഗ് ടാങ്കുകൾ, ചെറിയ ടാങ്കുകൾ, വെൽഡിംഗ് വിള്ളലുകൾ, വെൽഡിംഗ് പാച്ചുകൾ മുതലായവ, കാസ്റ്റ് ഇരുമ്പ്, വെങ്കലം എന്നിവകൊണ്ട് നിർമ്മിച്ച കാസ്റ്റ് ഉൽപ്പന്നങ്ങളുടെ വെൽഡിംഗ് നന്നാക്കൽ, സിലുമിൻ; പ്ലംബിംഗ് ജോലി സമയത്ത് പൈപ്പ്ലൈനുകളുടെ ഇൻസ്റ്റാളേഷൻ വെൽഡിംഗ്; അലുമിനിയം, അതിൻ്റെ ലോഹസങ്കരങ്ങൾ, ചെമ്പ്, താമ്രം, ലെഡ് എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ച ഉൽപ്പന്നങ്ങളുടെ വെൽഡിംഗ്; നേർത്ത മതിലുകളുള്ള പൈപ്പുകളിൽ നിന്നുള്ള വെൽഡിംഗ് കണക്ഷനുകൾ; ഉരുക്ക്, കാസ്റ്റ് ഇരുമ്പ് എന്നിവകൊണ്ട് നിർമ്മിച്ച ഭാഗങ്ങളിൽ പിച്ചളയുടെ ഉപരിതലം; പിച്ചളയും വെങ്കലവും കൊണ്ട് നിർമ്മിച്ച ഫില്ലർ വടികൾ ഉപയോഗിച്ച് ചലിപ്പിക്കാവുന്നതും ഉയർന്ന കരുത്തുള്ളതുമായ കാസ്റ്റ് ഇരുമ്പിൻ്റെ വെൽഡിംഗ്, കാസ്റ്റ് ഇരുമ്പിൻ്റെ കുറഞ്ഞ താപനിലയുള്ള വെൽഡിംഗ്. വിലകൂടിയ ആർഗോൺ-ആർക്ക് വെൽഡിംഗ് TIG AC/DC വാങ്ങാൻ കഴിയാത്തവർക്ക് ഗ്യാസ് വെൽഡിംഗ് നല്ലൊരു ബദലാണ്, അതിനെക്കുറിച്ച് കൂടുതൽ വായിക്കുക.
ഗ്യാസ് വെൽഡിങ്ങിനായി നിങ്ങൾക്ക് ആവശ്യമുണ്ട്: വാതകങ്ങൾ - ഓക്സിജനും കത്തുന്ന വാതകവും (അസെറ്റിലീൻ); വെൽഡിങ്ങിനും ഉപരിതലത്തിനുമായി ഫില്ലർ വയർ; ഓക്സിജൻ കരുതൽ സംഭരിക്കുന്നതിനുള്ള ഓക്സിജൻ സിലിണ്ടർ; അസറ്റിലീൻ അല്ലെങ്കിൽ പ്രൊപ്പെയ്ൻ സിലിണ്ടറുകൾ; സിലിണ്ടറുകളിൽ നിന്ന് ബർണറിലേക്കോ കട്ടറിലേക്കോ വിതരണം ചെയ്യുന്ന ഓക്സിജൻ്റെയും അസറ്റലീൻ്റെയും മർദ്ദം കുറയ്ക്കുന്നതിന് ഓക്സിജനും അസറ്റിലീൻ റിഡ്യൂസറുകളും; ലോഹം ചൂടാക്കാനും മുറിക്കാനുമുള്ള വെൽഡിംഗ് ടോർച്ച് അല്ലെങ്കിൽ കട്ടർ; ബർണറിലേക്ക് ഓക്സിജനും അസറ്റിലീനും വിതരണം ചെയ്യുന്നതിനുള്ള റബ്ബർ ഹോസുകൾ; വെൽഡിങ്ങിനും കട്ടിംഗിനുമുള്ള ആക്സസറികൾ - വെൽഡിംഗ് ജ്വാലയുടെ തിളക്കമുള്ള വെളിച്ചത്തിൽ നിന്ന് കണ്ണുകളെ സംരക്ഷിക്കാൻ ഇരുണ്ട ഫിൽട്ടറുകൾ (ഗ്ലാസുകൾ) ഉള്ള ഗ്ലാസുകൾ, ഈ ലോഹം വെൽഡിംഗ് ചെയ്യുന്നതിന് ആവശ്യമെങ്കിൽ നാശം, ഫ്ലക്സുകൾ അല്ലെങ്കിൽ വെൽഡിംഗ് പൊടികൾ എന്നിവയിൽ നിന്ന് ലോഹം വൃത്തിയാക്കുന്നതിനുള്ള സ്റ്റീൽ ബ്രഷുകൾ.
ഓക്സിജൻ. ഓക്സിജൻ അന്തരീക്ഷമർദ്ദംസാധാരണ താപനില - നിറമില്ലാത്തതും മണമില്ലാത്തതുമായ വാതകം, വായുവിനേക്കാൾ ഭാരം. അന്തരീക്ഷമർദ്ദത്തിലും സാധാരണ താപനിലയായ 20 ഡിഗ്രി സെൽഷ്യസിലും, 1 m³ ഓക്സിജൻ്റെ പിണ്ഡം 1.33 കിലോഗ്രാം ആണ്. ശുദ്ധമായ ഓക്സിജനിൽ കത്തുന്ന വാതകങ്ങളുടെയും ജ്വലിക്കുന്ന ദ്രാവകങ്ങളുടെ നീരാവിയുടെയും ജ്വലനം വളരെ ഊർജ്ജസ്വലമായും ഉയർന്ന വേഗതയിലും സംഭവിക്കുന്നു, ജ്വലന മേഖലയിൽ ഉയർന്ന താപനില വികസിക്കുന്നു. കംപ്രസ് ചെയ്ത ഓക്സിജൻ വാതകം എണ്ണകളുമായോ കൊഴുപ്പുകളുമായോ സമ്പർക്കം പുലർത്തുമ്പോൾ, അവ സ്വയമേവ കത്തിക്കുകയും ഇത് ഒരു സ്ഫോടനത്തിന് കാരണമാവുകയും ചെയ്യും. അതിനാൽ, ഓക്സിജൻ സിലിണ്ടറുകളും ഉപകരണങ്ങളും (ഗിയർബോക്സുകൾ, ബർണറുകൾ, കട്ടറുകൾ, ഹോസുകൾ) കൈകാര്യം ചെയ്യുമ്പോൾ, എണ്ണകളുടെയോ കൊഴുപ്പുകളുടെയോ ചെറിയ അംശങ്ങൾ പോലും അവ തുറന്നുകാട്ടുന്നില്ലെന്ന് ശ്രദ്ധാപൂർവ്വം ഉറപ്പാക്കേണ്ടത് ആവശ്യമാണ്. വെൽഡിങ്ങിനും കട്ടിംഗിനും വേണ്ടി, സാങ്കേതിക ഓക്സിജൻ മൂന്ന് ഗ്രേഡുകളിൽ നിർമ്മിക്കുന്നു: പ്രീമിയം ഗ്രേഡ്, കുറഞ്ഞത് 99.5% പരിശുദ്ധി; ഒന്നാം ഗ്രേഡ്, 99.2%-ൽ കുറയാത്ത പരിശുദ്ധി, രണ്ടാം ഗ്രേഡ്, 98.5%-ൽ കുറയാത്ത പരിശുദ്ധി. ബാക്കിയുള്ള 0.5-1.5% നൈട്രജനും ആർഗോണും ആണ്.
ഓക്സിജൻ സിലിണ്ടറുകൾമറ്റ് കംപ്രസ് ചെയ്ത വാതകങ്ങൾ സിലിണ്ടർ സ്റ്റീൽ പാത്രങ്ങളാണ്. സിലിണ്ടറിൻ്റെ കഴുത്തിൽ ഒരു കോണാകൃതിയിലുള്ള ത്രെഡുള്ള ഒരു ദ്വാരം നിർമ്മിച്ചിരിക്കുന്നു, അതിൽ നിങ്ങൾക്ക് സ്ക്രൂ ചെയ്യാൻ കഴിയും ഷട്ട്-ഓഫ് വാൽവ്. ഗ്യാസ് തരം അനുസരിച്ച് സിലിണ്ടറുകൾ പരമ്പരാഗത നിറങ്ങളിൽ വരച്ചിട്ടുണ്ട്. ഓക്സിജൻ സിലിണ്ടറുകൾ - നീല, അസറ്റിലീൻ - വെള്ള, ശുദ്ധമായ ആർഗോണിന് - പച്ച തിരശ്ചീന വരയുള്ള ചാരനിറം, സാങ്കേതിക ആർഗോണിന് - നീല തിരശ്ചീന വരയുള്ള കറുപ്പ്, വായുവിനും കാർബൺ ഡൈ ഓക്സൈഡിനും - കറുപ്പ്, ഹൈഡ്രജൻ - കടും പച്ച, മറ്റ് കത്തുന്ന വാതകങ്ങൾക്ക് ( മീഥെയ്ൻ, പ്രൊപ്പെയ്ൻ) - ചുവപ്പ്. സിലിണ്ടറിൻ്റെ മുകളിലെ ഗോളാകൃതിയിലുള്ള ഭാഗം പെയിൻ്റ് ചെയ്തിട്ടില്ല, സിലിണ്ടറിൻ്റെ പാസ്പോർട്ട് ഡാറ്റ അതിൽ സ്റ്റാമ്പ് ചെയ്തിരിക്കുന്നു: നിർമ്മാതാവിൻ്റെ ബ്രാൻഡ്, തരം, സീരിയൽ നമ്പർ, കിലോഗ്രാമിലെ ഭാരം, ലിറ്ററിലെ ശേഷി, അന്തരീക്ഷത്തിലെ പ്രവർത്തനവും പരീക്ഷണ സമ്മർദ്ദവും, നിർമ്മാണ തീയതിയും തീയതിയും അടുത്ത പരിശോധനയിൽ, നിർമ്മാതാവിൻ്റെ ഗുണനിലവാര നിയന്ത്രണ വകുപ്പ് സ്റ്റാമ്പ്. ഓരോ അഞ്ച് വർഷത്തിലും നടത്തുന്ന സിലിണ്ടറിൻ്റെ തുടർന്നുള്ള പരിശോധനകളിലും പരിശോധനകളിലും സ്റ്റാമ്പുകളും ഇവിടെ സ്റ്റാമ്പ് ചെയ്യുന്നു.
ഒരു സിലിണ്ടറിലെ ഓക്സിജൻ്റെ അളവ് കണക്കാക്കാൻ, നിങ്ങൾ സിലിണ്ടറിൻ്റെ ജലശേഷി dm³-ൽ കി.ഗ്രാം/cm²-ൽ ഗ്യാസ് മർദ്ദം കൊണ്ട് ഗുണിക്കേണ്ടതുണ്ട്. ഉദാഹരണത്തിന്, ഒരു സാധാരണ സിലിണ്ടറിൻ്റെ ശേഷി 40 dm³ ആണ്, ഓക്സിജൻ മർദ്ദം 150 kg/cm² ആണ്. സിലിണ്ടറിലെ ഓക്സിജൻ്റെ അളവ്: 40×150=6000 dm³ അല്ലെങ്കിൽ 6 ക്യുബിക് മീറ്റർ, യഥാക്രമം, അന്തരീക്ഷമർദ്ദത്തിൽ.
നിങ്ങൾക്ക് സിലിണ്ടറിൽ നിന്ന് 0.5 - 1 കി.ഗ്രാം/സെ.മീ² ശേഷിക്കുന്ന മർദ്ദം വരെ ഓക്സിജൻ ഉപയോഗിക്കാം. സിലിണ്ടറിൽ നിന്ന് ഓക്സിജൻ പൂർണ്ണമായും പുറത്തുവിടാൻ ശുപാർശ ചെയ്യുന്നില്ല, കാരണം സിലിണ്ടറുകൾ നിറഞ്ഞിരിക്കുന്ന എൻ്റർപ്രൈസ് സിലിണ്ടറിൽ ഓക്സിജൻ ഉണ്ടെന്ന് ഉറപ്പാക്കണം.
അസറ്റലീൻ സിലിണ്ടറുകൾ, കീഴിൽ അസറ്റിലീൻ സുരക്ഷിതമായ സംഭരണം ഉറപ്പാക്കാൻ വേണ്ടി ഉയർന്ന മർദ്ദം, സജീവമാക്കിയ കരി, പ്യൂമിസ്, ഇൻഫ്യൂസർ മണ്ണ്, മറ്റ് പോറസ് പദാർത്ഥങ്ങൾ എന്നിവയിൽ നിന്ന് തയ്യാറാക്കിയ പ്രത്യേക ഉയർന്ന പോറസ് പിണ്ഡം കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു. സിലിണ്ടറിലെ പിണ്ഡം അസെറ്റോൺ കൊണ്ട് പൂരിതമാണ്, അതിൽ അസറ്റിലീൻ നന്നായി അലിഞ്ഞുചേരുന്നു. സിലിണ്ടർ ശേഷിയുടെ 1 dm³ ന് ഏകദേശം 225 - 300 ഗ്രാം അസെറ്റോൺ അവതരിപ്പിക്കുന്നു. പിണ്ഡത്തിൻ്റെ സുഷിരങ്ങൾ ഉള്ളതിനാൽ, അസെറ്റോണിൽ ലയിക്കുന്ന അസറ്റിലീൻ സ്ഫോടനാത്മകമായി മാറുകയും 25 - 30 കിലോഗ്രാം / സെ.മീ² വരെ സമ്മർദ്ദത്തിൽ ഒരു സിലിണ്ടറിൽ സൂക്ഷിക്കുകയും ചെയ്യും. GOST 5457 - 60 അനുസരിച്ച്, അസെറ്റോണിൽ അലിഞ്ഞുചേർന്ന അസറ്റിലീനിൻ്റെ സാധാരണ മർദ്ദം 20 ഡിഗ്രി സെൽഷ്യസിൽ 19 കി.ഗ്രാം/സെ.മീ. വാൽവ് തുറക്കുമ്പോൾ, അസറ്റലീൻ അസെറ്റോണിൽ നിന്ന് പുറത്തുവിടുകയും റിഡ്യൂസർ വഴി ബർണർ ഹോസിലേക്ക് വാതകമായി പുറത്തുകടക്കുകയും ചെയ്യുന്നു. അസെറ്റോൺ പിണ്ഡത്തിൻ്റെ സുഷിരങ്ങളിൽ നിലനിൽക്കുകയും സിലിണ്ടർ വാതകം ഉപയോഗിച്ച് പൂരിപ്പിക്കുമ്പോൾ അസറ്റലീൻ്റെ പുതിയ ഭാഗങ്ങൾ വീണ്ടും ലയിപ്പിക്കുകയും ചെയ്യുന്നു. ലോഹങ്ങളുടെ ഗ്യാസ്-ജ്വാല സംസ്കരണത്തിൽ, പോറസ് പിണ്ഡവും അസെറ്റോണും നിറച്ച സിലിണ്ടറുകളിലേക്ക് പമ്പ് ചെയ്യുന്ന അസറ്റിലീനെ സാധാരണയായി അലിഞ്ഞുപോയ അസറ്റിലീൻ എന്ന് വിളിക്കുന്നു.
ഗ്യാസ് വെൽഡിങ്ങിനും കട്ടിംഗിനും വേണ്ടി സിലിണ്ടറുകളിൽ അലിഞ്ഞുചേർന്ന അസറ്റിലീൻ ഉപയോഗിക്കുന്നത് അസറ്റിലീനുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഗണ്യമായ ഗുണങ്ങളുണ്ട്, ഇത് മൊബൈൽ അസറ്റിലീൻ ജനറേറ്ററുകളിൽ (കാർബൈഡിൽ നിന്ന്) ഉത്പാദിപ്പിക്കപ്പെടുന്നു. ഇത് ജോലിയുടെ കൂടുതൽ സുരക്ഷയാണ്, ഈർപ്പം ഇല്ലാത്ത അസറ്റിലീൻ്റെ ഉയർന്ന പരിശുദ്ധി, ഇത് ഉപ-പൂജ്യം താപനിലയിൽ (ശൈത്യകാലത്ത്) പ്രവർത്തിക്കുമ്പോൾ ഉപയോഗിക്കാൻ അനുവദിക്കുന്നു, അതുപോലെ ബർണറിനോ കട്ടറിനോ മുന്നിൽ അസറ്റിലീൻ്റെ ഉയർന്ന മർദ്ദം അനുവദിക്കുന്നു. കുത്തിവയ്പ്പ് ഉപകരണങ്ങൾക്ക് പകരം തുല്യ സമ്മർദ്ദമുള്ള ഉപകരണങ്ങളുടെ ഉപയോഗം, വെൽഡിങ്ങ്, പ്രീഹീറ്റിംഗ് ജ്വാല എന്നിവയുടെ സ്ഥിരത നൽകുന്നു, തൊഴിൽ ഉൽപാദനക്ഷമത വർദ്ധിപ്പിക്കുന്നു; കൂടുതൽ കോംപാക്റ്റ് വെൽഡിംഗ് ഇൻസ്റ്റാളേഷൻ (ചെറിയ 5 ലിറ്റർ സിലിണ്ടറുകൾ ഇപ്പോൾ പ്രത്യക്ഷപ്പെട്ടു); വെൽഡിംഗ് ഇൻസ്റ്റാളേഷൻ്റെ അറ്റകുറ്റപ്പണി എളുപ്പമാണ്, ഇത് മുമ്പ് അസറ്റിലീൻ ജനറേറ്റർ സർവീസ് ചെയ്ത ഒരു സഹായിയില്ലാതെ ഒരാൾക്ക് അത് പ്രവർത്തിപ്പിക്കാൻ അനുവദിക്കുന്നു.
സിലിണ്ടറിലെ അസറ്റിലീൻ അളവ് നിർണ്ണയിക്കാൻ, രണ്ടാമത്തേത് ഗ്യാസ് നിറയ്ക്കുന്നതിന് മുമ്പും ശേഷവും തൂക്കിയിരിക്കുന്നു. ഭാരത്തിലെ വ്യത്യാസം സിലിണ്ടറിലെ അസറ്റലീൻ്റെ അളവ് കിലോഗ്രാമിൽ നൽകുന്നു. ടാരെ വെയ്റ്റ് എന്ന് വിളിക്കപ്പെടുന്ന ശൂന്യമായ അസറ്റിലീൻ സിലിണ്ടറിൻ്റെ ഭാരം, ഭാരങ്ങളുടെ ആകെത്തുകയാണ്: വാൽവുള്ള സിലിണ്ടറിൻ്റെ ഷെൽ, പോറസ് പിണ്ഡവും അസെറ്റോണും. സിലിണ്ടറിൻ്റെ ഗോളാകൃതിയിലുള്ള ഭാഗത്ത് ടാർ വെയ്റ്റ് സ്റ്റാമ്പ് ചെയ്തിരിക്കുന്നു. തടസ്സമില്ലാത്ത അസറ്റിലീൻ സിലിണ്ടറുകൾക്ക് ഓക്സിജൻ സിലിണ്ടറുകളുടെ അതേ അളവുകൾ ഉണ്ട്.
ഒരു സിലിണ്ടറിൽ നിന്ന് അസറ്റിലീൻ എടുക്കുമ്പോൾ, 1 m³ അസറ്റലീനിൽ 30-40 ഗ്രാം അസെറ്റോൺ വാതകത്തോടൊപ്പം കൊണ്ടുപോകുന്നു. ഇത് തുടർന്നുള്ള പൂരിപ്പിക്കൽ സമയത്ത് സിലിണ്ടറിൻ്റെ അസറ്റിലീൻ ശേഷി കുറയ്ക്കുന്നു. അസെറ്റോൺ നഷ്ടം കുറയ്ക്കുന്നതിന്, സിലിണ്ടറിൽ നിന്ന് 1700 dm³/h-ൽ കൂടുതൽ അസറ്റിലീൻ എടുക്കരുത്, പ്രവർത്തന സമയത്ത് അസറ്റിലീൻ സിലിണ്ടർ ലംബമായി ഇൻസ്റ്റാൾ ചെയ്യണം. ചെയ്തത് ഉയർന്ന ചെലവുകൾഅസറ്റിലീൻ, നിരവധി സിലിണ്ടറുകൾ ഒരു ബാറ്ററിയിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു. അതേ കാരണത്താൽ, 0 ഡിഗ്രിയിൽ താഴെയുള്ള താപനിലയിൽ 0.5 kgf/cm²-ൽ താഴെ, 0 മുതൽ 15 ° C വരെ താപനിലയിൽ 1 kgf/cm²-ൽ താഴെ, 2 kgf-ൽ താഴെ താപനിലയിൽ ഒരു സിലിണ്ടറിൽ നിന്ന് അസറ്റിലീൻ ശേഷിക്കുന്ന മർദ്ദം എടുക്കുന്നത് അസാധ്യമാണ്. 15 മുതൽ 25° C വരെ താപനിലയിൽ /cm² ഉം 25 മുതൽ 35°C വരെ താപനിലയിൽ 3 kgf/cm²-ൽ താഴെയും.
ശൂന്യമായ അസറ്റിലീൻ സിലിണ്ടറുകൾ ഗ്യാസ് ഉപയോഗിച്ചതിന് ശേഷം വാൽവുകൾ കർശനമായി അടച്ച് സൂക്ഷിക്കണം. അന്തരീക്ഷ താപനില ഉയരുമ്പോൾ, അസറ്റിലീൻ സിലിണ്ടറിൽ നിന്ന് മുറിയിലേക്ക് വിടാൻ കഴിയില്ല, താപനില കുറയുമ്പോൾ, ആംബിയൻ്റ് വായു സിലിണ്ടറിലേക്ക് വലിച്ചെടുക്കാൻ കഴിയില്ല. സിലിണ്ടറിൽ അവശേഷിക്കുന്ന അസറ്റിലീനിൻ്റെ ലയിക്കുന്നതിലെ മാറ്റമാണ് ഇതിന് കാരണം: താപനില വർദ്ധിക്കുമ്പോൾ, ലായനി കുറയുകയും അസെറ്റിലീൻ ലായനിയിൽ നിന്ന് പുറത്തുവിടുകയും ചെയ്യുന്നു, അത് കുറയുമ്പോൾ, ലായകത വർദ്ധിക്കുകയും സിലിണ്ടറിൽ ഒരു വാക്വം സൃഷ്ടിക്കുകയും ചെയ്യുന്നു. .
സിലിണ്ടറുകൾക്കുള്ള വാൽവുകൾ.ഓക്സിജൻ സിലിണ്ടർ വാൽവുകൾ പിച്ചള കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്. ഓക്സിജനുമായി സമ്പർക്കം പുലർത്തുന്ന വാൽവ് ഭാഗങ്ങൾക്ക് സ്റ്റീൽ ഉപയോഗിക്കാൻ കഴിയില്ല, കാരണം അത് കംപ്രസ് ചെയ്ത ഈർപ്പമുള്ള ഓക്സിജൻ്റെ പരിതസ്ഥിതിയിൽ വളരെ തുരുമ്പെടുക്കുന്നു. ഒരു ഓക്സിജൻ വാൽവിൽ, ആകസ്മികമായി ഓയിൽ ഉള്ളിലോ ഫൈബർ സീൽ ഗാസ്കറ്റിൻ്റെ ഘർഷണം മൂലമോ, ഉരുക്ക് ഭാഗങ്ങളിൽ തീ പിടിക്കാം, കാരണം കംപ്രസ് ചെയ്ത ഓക്സിജൻ്റെ സ്ട്രീമിൽ ഉരുക്ക് കത്തിക്കാം. ഓക്സിജനിൽ പിച്ചള കത്തുന്നില്ല, അതിനാൽ ഓക്സിജൻ വാൽവുകളിൽ അതിൻ്റെ ഉപയോഗം സുരക്ഷിതമാണ്. ബാഹ്യ ഭാഗങ്ങൾ (ഹാൻഡ് വീലുകൾ, പ്ലഗുകൾ മുതലായവ) ഉരുക്ക്, അലുമിനിയം അലോയ്കൾ, പ്ലാസ്റ്റിക് എന്നിവ ഉപയോഗിച്ച് നിർമ്മിക്കാം.
ഓക്സിജൻ വാൽവ്ഇതിന് ഒരു ഫൈബർ ഗാസ്കറ്റ് ഉള്ള ഒരു സ്റ്റഫിംഗ് ബോക്സ് സീൽ ഉണ്ട്, അതിനെതിരെ സ്പിൻഡിൽ ഒരു തോളിൽ നിൽക്കുന്നു, ഒരു സ്പ്രിംഗ് ഉപയോഗിച്ച് അമർത്തി, വാൽവ് തുറന്നിരിക്കുമ്പോൾ, ഗ്യാസ് മർദ്ദം വഴിയും. സ്പിൻഡിലിൻ്റെയും വാൽവിൻ്റെയും ചതുരാകൃതിയിലുള്ള ഷങ്കുകളിൽ സ്ഥാപിച്ചിരിക്കുന്ന കപ്ലിംഗ് വഴി ഹാൻഡ് വീലിൻ്റെ ഭ്രമണം വാൽവിലേക്ക് കൈമാറ്റം ചെയ്യപ്പെടുന്നു. ഘർഷണം കുറയ്ക്കുന്നതിന്, ഫൈബർ പാഡ് 40 മിനിറ്റ് നേരത്തേക്ക് ശുദ്ധമായ പാരഫിൻ ഉപയോഗിച്ച് പൂരിതമാക്കുന്നു. 70 ഡിഗ്രി സെൽഷ്യസിൽ, തുടർന്ന് അധിക പാരഫിൻ നീക്കം ചെയ്യുന്നു.
അസറ്റലീൻ വാൽവുകൾഉരുക്ക് കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഈ സാഹചര്യത്തിൽ ഉപയോഗിക്കുന്നത് സുരക്ഷിതമാണ്. നേരെമറിച്ച്, അസറ്റിലീൻ വാൽവുകളിൽ 70% ൽ കൂടുതൽ ചെമ്പ് അടങ്ങിയ ചെമ്പും അലോയ്കളും ഉപയോഗിക്കുന്നത് നിരോധിച്ചിരിക്കുന്നു, കാരണം അസറ്റിലീൻ ചെമ്പ് - അസറ്റിലീൻ കോപ്പർ ഉപയോഗിച്ച് ഒരു സ്ഫോടനാത്മക സംയുക്തം ഉണ്ടാക്കാം. ഗിയർബോക്സ് ഒരു പ്രഷർ സ്ക്രൂ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്ന ഒരു ക്ലാമ്പ് ഉപയോഗിച്ച് അസറ്റിലീൻ വാൽവിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു. സ്പിൻഡിൽ ചതുരാകൃതിയിലുള്ള അറ്റത്ത് സ്ഥാപിച്ചിരിക്കുന്ന സോക്കറ്റ് റെഞ്ച് ഉപയോഗിച്ച് കറങ്ങുന്നു. സ്പിൻഡിലിൻറെ താഴത്തെ ഭാഗത്ത് ഒരു എബോണൈറ്റ് ഇൻസേർട്ട് ഉണ്ട്, അത് ഒരു വാൽവായി പ്രവർത്തിക്കുന്നു. എണ്ണ മുദ്ര അടയ്ക്കുന്നതിന് ഒരു കൂട്ടം തുകൽ വളയങ്ങൾ ഉപയോഗിക്കുന്നു. വാൽവ് ഷാങ്കിൽ ഒരു ഫിൽട്ടർ ചേർത്തിരിക്കുന്നു.
പ്രൊപ്പെയ്ൻ റിഡ്യൂസർ
ഓക്സിജൻ റിഡ്യൂസർ
വാൽവുകളുടെ വ്യത്യസ്ത രൂപകല്പനകൾ, അതുപോലെ സിലിണ്ടറുകളുടെ വ്യത്യസ്ത നിറങ്ങൾ, അസെറ്റിലീൻ ഉപയോഗിച്ച് ഓക്സിജൻ സിലിണ്ടറിൽ തെറ്റായി നിറയ്ക്കുന്നതിനുള്ള സാധ്യത തടയുന്നു, തിരിച്ചും; ഇത് വലിയ അപകടമാണ്, കാരണം സിലിണ്ടർ ഉദ്ദേശിക്കുന്ന വാതകം ഒഴികെയുള്ള വാതകം നിറയ്ക്കുമ്പോൾ സിലിണ്ടർ പൊട്ടിത്തെറിക്കും.
കംപ്രസ് ചെയ്ത വാതകങ്ങൾക്കുള്ള റിഡ്യൂസറുകൾ.സിലിണ്ടറിലെ മർദ്ദം ക്രമേണ കുറയുന്നത് പരിഗണിക്കാതെ, സിലിണ്ടറിൽ നിന്ന് വരുന്ന ഗ്യാസ് മർദ്ദം കുറയ്ക്കാനും ഈ മർദ്ദം സ്ഥിരമായി നിലനിർത്താനും റിഡ്യൂസറുകൾ സഹായിക്കുന്നു. മുമ്പ്, സോവിയറ്റ് GOST (6268-68) ന് കീഴിൽ, 18 തരം ഗിയർബോക്സുകൾ നിർമ്മിക്കപ്പെട്ടു, വ്യത്യസ്ത സമ്മർദ്ദങ്ങൾക്കും പ്രകടനത്തിനും വേണ്ടി രൂപകൽപ്പന ചെയ്തിട്ടുണ്ട്. എല്ലാ ഗിയർബോക്സുകളുടെയും പ്രവർത്തന തത്വവും പ്രധാന ഭാഗങ്ങളും ഏകദേശം സമാനമാണ്. ഓക്സിജനും അസറ്റിലീനും റിഡ്യൂസറുകൾ രൂപകൽപ്പനയിൽ സമാനമാണ്, സിലിണ്ടറുമായുള്ള ബന്ധത്തിൽ മാത്രമാണ് വ്യത്യാസം. ഓക്സിജൻ റിഡ്യൂസർ ഒരു യൂണിയൻ നട്ട് ഉപയോഗിച്ച് സിലിണ്ടറുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ അസറ്റിലീൻ റിഡ്യൂസർ ഒരു സ്ക്രൂ ഉപയോഗിച്ച് ഒരു പ്രത്യേക ക്ലാമ്പുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. ഓക്സിജൻ റിഡ്യൂസർ നീലയും അസറ്റിലീൻ റിഡ്യൂസർ വെള്ളയും പ്രൊപ്പെയ്ൻ റിഡ്യൂസർ ചുവപ്പുമാണ്. ഉള്ള ഒരു മേശയാണ് താഴെ സാങ്കേതിക സവിശേഷതകൾഗിയർബോക്സുകൾ.
റിഡ്യൂസറിനെ സിലിണ്ടർ വാൽവിലേക്ക് ബന്ധിപ്പിച്ച ശേഷം, റിഡ്യൂസറിൻ്റെ അഡ്ജസ്റ്റ് സ്ക്രൂ പൂർണ്ണമായും അഴിക്കുക, തുടർന്ന് സിലിണ്ടർ വാൽവ് തുറക്കുക, ഉയർന്ന മർദ്ദ ഗേജിൻ്റെ റീഡിംഗുകൾ നിരീക്ഷിക്കുക. ഗിയർബോക്സ് അഡ്ജസ്റ്റ് ചെയ്യുന്ന സ്ക്രൂ ഘടികാരദിശയിൽ തിരിഞ്ഞ് രണ്ടാമത്തെ ലോ പ്രഷർ ഗേജ് നിരീക്ഷിച്ച് ഓപ്പറേറ്റിംഗ് മർദ്ദം സജ്ജമാക്കാൻ കഴിയും. സമ്മർദ്ദം ആവശ്യമുള്ള മൂല്യത്തിൽ എത്തുമ്പോൾ (സാധാരണയായി 2 - 4 കി.ഗ്രാം ഓക്സിജൻ), നിങ്ങൾക്ക് ബർണർ ക്രമീകരിക്കാൻ തുടങ്ങാം. പ്രവർത്തനത്തിലെ ഇടവേളകളിൽ, ഗിയർ സ്ക്രൂ എതിർ ഘടികാരദിശയിൽ തിരിക്കുക, കുറഞ്ഞ മർദ്ദ ഗേജ് അനുസരിച്ച് ഗ്യാസ് മർദ്ദം പൂജ്യമാകുന്നതുവരെ ബർണറിൽ നിന്ന് വാതകം വിടുക. ഇതിനുശേഷം, സിലിണ്ടർ വാൽവ് അടയ്ക്കുക.
വെട്ടിമുറിച്ച വെൽഡിംഗ് ടോർച്ച്
സോവിയറ്റ് വെൽഡിംഗ് ടോർച്ച്
ഗിയർബോക്സ് പ്രഷർ ഗേജുകൾ നല്ല പ്രവർത്തന ക്രമത്തിലായിരിക്കണം കൂടാതെ ഗ്യാസ് മർദ്ദം ശരിയായി സൂചിപ്പിക്കണം. ഒരു കേടായ ഗിയർബോക്സ് ഒരു റിപ്പയർ ഷോപ്പിലേക്ക് കൊണ്ടുപോകണം. സിലിണ്ടറിൽ സ്ഥാപിച്ചിട്ടുള്ള റിഡ്യൂസർ നന്നാക്കരുത്, കാരണം ഇത് അപകടത്തിലേക്ക് നയിച്ചേക്കാം.
വെൽഡിംഗ് ടോർച്ചുകൾ.മാനുവൽ ഗ്യാസ് വെൽഡിങ്ങിനുള്ള പ്രധാന ഉപകരണമായി വെൽഡിംഗ് ടോർച്ച് പ്രവർത്തിക്കുന്നു. ബർണറുകൾ ഉള്ളിൽ കലർത്തിയിരിക്കുന്നു ആവശ്യമായ അളവുകൾഓക്സിജനും അസറ്റിലീനും (അല്ലെങ്കിൽ പ്രൊപ്പെയ്ൻ, മീഥെയ്ൻ). രൂപപ്പെടുന്ന ജ്വലന മിശ്രിതം, ടോർച്ച് മുഖപത്രത്തിൻ്റെ ചാനൽ ഒരു നിശ്ചിത സമ്മർദ്ദത്തിൽ വിട്ടുകൊടുത്ത് ഒരു നിശ്ചിത വേഗതയിൽ കത്തിക്കുന്നു, കൂടാതെ കത്തുമ്പോൾ സ്ഥിരതയുള്ള വെൽഡിംഗ് ജ്വാല നൽകുന്നു. ടോർച്ച് മൗത്ത്പീസ് ചാനലിൽ നിന്ന് പുറപ്പെടുന്ന തീജ്വാല വെൽഡിംഗ് സൈറ്റിലെ അടിത്തറയും ഫില്ലർ ലോഹവും ഉരുകുന്നു. ജ്വലന വാതകത്തിൻ്റെയും ഓക്സിജൻ്റെയും ഒഴുക്ക് മാറ്റിക്കൊണ്ട് തീജ്വാലയുടെ താപ ശക്തി നിയന്ത്രിക്കാനും ബർണർ സഹായിക്കുന്നു.
ജ്വലന വാതകം വിതരണം ചെയ്യുന്ന രീതിയെ ആശ്രയിച്ച്, രണ്ട് തരം ബർണർ ഡിസൈനുകൾ ഉപയോഗിക്കുന്നു: കുത്തിവയ്പ്പും നോൺ-ഇൻജക്ടറും. കുത്തിവയ്പ്പ്ബർണറുകൾ താഴ്ന്നതും ഇടത്തരവുമായ മർദ്ദത്തിലുള്ള അസറ്റിലീനിൽ പ്രവർത്തിക്കുന്നു. ഇഞ്ചക്ഷൻ ബർണറിൻ്റെ മിക്സിംഗ് ഭാഗത്തേക്ക് ഗ്യാസ് വിതരണം നടത്തുന്നത് ഇൻജക്ടർ എന്ന് വിളിക്കപ്പെടുന്ന നോസൽ ദ്വാരത്തിൽ നിന്ന് ഉയർന്ന വേഗതയിൽ ഒഴുകുന്ന ഓക്സിജൻ്റെ ഒരു സ്ട്രീം വലിച്ചെടുക്കുന്നതിനാലാണ്. കുറഞ്ഞ മർദ്ദമുള്ള വാതകം ഉയർന്ന മർദ്ദമുള്ള വാതക പ്രവാഹത്തിലേക്ക് വലിച്ചെടുക്കുന്ന പ്രക്രിയയെ ഇൻജക്ഷൻ എന്ന് വിളിക്കുന്നു. ഒരു ഇഞ്ചക്ഷൻ ബർണറിനും നോൺ-ഇൻജെക്ടർ ബർണറിനുമുള്ള മിക്സിംഗ് യൂണിറ്റിൻ്റെ ഡയഗ്രമിനായി ചിത്രം 38 കാണുക, ഒരു ഇഞ്ചക്ഷൻ ബർണറിൻ്റെ സാധാരണ പ്രവർത്തനത്തിന്, അതിലേക്ക് പ്രവേശിക്കുന്ന ഓക്സിജൻ്റെ മർദ്ദം 3 - 4 കി.ഗ്രാം / സെ.മീ² ആയിരിക്കണം, കൂടാതെ അസറ്റിലീൻ 00.1 മുതൽ 0.2 കി. /സെ.മീ².
ഉയർന്ന നിലവാരമുള്ള സോവിയറ്റ് ബർണറുകളുടെ സാങ്കേതിക ഡാറ്റ പട്ടികയിൽ നൽകിയിരിക്കുന്നു, സെക്കൻഡ് ഹാൻഡ് ആണെങ്കിലും, സാധാരണ നിലവാരമുള്ളതാണെങ്കിലും അവ വിൽപ്പനയിൽ നോക്കാൻ ഞാൻ നിങ്ങളെ ഉപദേശിക്കുന്നു. ഇഞ്ചക്ഷൻ ബർണർ ദീർഘനേരം ഉപയോഗിക്കുകയും മുഖപത്രം ശക്തമായി ചൂടാക്കുകയും ചെയ്യുമ്പോൾ, ഓക്സിജൻ ജെറ്റിൻ്റെ ഇഞ്ചക്ഷൻ പ്രഭാവം മോശമാവുകയും ബർണറിലേക്ക് പ്രവേശിക്കുന്ന അസറ്റലീൻ്റെ അളവ് കുറയുകയും ചെയ്യുന്നു. ഇക്കാരണത്താൽ, ജ്വലന മിശ്രിതത്തിൻ്റെ ഘടന മാറുകയും ഓക്സിജൻ്റെ അധികഭാഗം പ്രത്യക്ഷപ്പെടുകയും ചെയ്യുന്നു. നിങ്ങൾ വെൽഡിംഗ് നിർത്തി മൗത്ത്പീസ് തണുപ്പിക്കണം. ഇഞ്ചക്ഷൻ ബർണറുകളുടെ ഈ സ്വത്ത് അവരുടെ പ്രധാന പോരായ്മയാണ്, ദീർഘകാല പ്രവർത്തന സമയത്ത് അവയെ ഒരു നോൺ-ഇൻജക്ടർ ബർണർ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കാൻ ഞാൻ ഉപദേശിക്കുന്നു. എന്നാൽ ഇതിനായി നിങ്ങൾ രണ്ട് റിഡ്യൂസറുകൾക്ക് ശേഷം ഒരു DKR-1-56 റെഗുലേറ്റർ ഇൻസ്റ്റാൾ ചെയ്യേണ്ടതുണ്ട്, അത് അസറ്റിലീൻ, ഓക്സിജൻ എന്നിവയുടെ തുല്യ സമ്മർദ്ദം യാന്ത്രികമായി നിലനിർത്തുന്നു. എന്നാൽ നിങ്ങൾ മണിക്കൂറുകളോളം തുടർച്ചയായി പ്രവർത്തിക്കാൻ പോകുകയാണെങ്കിൽ മാത്രമേ ഇത് ആവശ്യമുള്ളൂ, ഇത് വളരെ അപൂർവ്വമായി എവിടെയെങ്കിലും ഉൽപ്പാദനത്തിൽ മാത്രം സംഭവിക്കുന്നു, അല്ലെങ്കിൽ ഇഞ്ചക്ഷൻ ബർണറിൻ്റെ മുഖപത്രം ഇടയ്ക്കിടെ തണുപ്പിക്കാൻ നിങ്ങൾ മടിയനാണെങ്കിൽ.
ഇൻജക്ടറില്ലാത്തബർണറുകൾ അവയുടെ മിക്സിംഗ് യൂണിറ്റിൽ വ്യത്യാസപ്പെട്ടിരിക്കുന്നു, അത്തരം ബർണറുകളിലെ ഓക്സിജനും ജ്വലന വാതകവും 0.5 - 1.0 കിലോഗ്രാം / സെ.മീ² എന്ന അതേ മർദ്ദത്തിൽ ചാനലുകളിലൂടെ പ്രവേശിച്ച് മിക്സ് ചെയ്യുക, തുടർന്ന് മൗത്ത്പീസ് നോസിലിൽ നിന്ന് പുറത്തുകടക്കുമ്പോൾ വെൽഡിംഗ് ജ്വാല ഉണ്ടാക്കുക. ഈ ബർണറുകൾ ഏറ്റവും ബുദ്ധിമുട്ടുള്ള പ്രവർത്തന സാഹചര്യങ്ങളിൽ പോലും ജ്വലന മിശ്രിതത്തിൻ്റെ നിരന്തരമായ ഘടന നൽകുന്നു, ടിപ്പിൻ്റെ ശക്തമായ ചൂടാക്കൽ. അതിനാൽ, ഉയർന്ന പവർ ബർണറുകളും മൾട്ടി ഫ്ലേം ബർണറുകളും പ്രവർത്തിക്കുന്നു ഉയർന്ന താപനിലമൗത്ത്പീസുകൾ കുത്തിവയ്പ്പില്ലാതെ നിർമ്മിച്ചിരിക്കുന്നത് അഭികാമ്യമാണ്, കൂടാതെ മൗത്ത്പീസ് വെള്ളം തണുപ്പിക്കുന്നതിനുള്ള ഉപകരണങ്ങൾ അല്ലെങ്കിൽ ഒരു കേസിംഗിൽ ഘടിപ്പിച്ച ആസ്ബറ്റോസ് ബ്രെയ്ഡുള്ള NAT നുറുങ്ങുകൾ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് കട്ടിയുള്ള ഒരു ഭാഗം വെൽഡിങ്ങിൽ നിന്ന് ചൂടാക്കുന്നതിൽ നിന്ന് അവയെ സംരക്ഷിക്കുന്നു (ഉദാഹരണത്തിന്, കാസ്റ്റ് ഇരുമ്പ്) .
നേർത്ത ഷീറ്റ് മെറ്റൽ വെൽഡിങ്ങിനായി (ഉദാഹരണത്തിന്, ഒരു അലുമിനിയം മോട്ടോർസൈക്കിൾ ടാങ്ക് വെൽഡിങ്ങിനായി) 0.2 മുതൽ 4 മില്ലിമീറ്റർ വരെ, ലൈറ്റ്വെയ്റ്റ് ടോർച്ചുകൾ GSM-53 (ചെറിയ വെൽഡിംഗ് ടോർച്ച്) അല്ലെങ്കിൽ ടിപ്പുകൾ നമ്പർ 0 ഉപയോഗിച്ച് "മല്യുത്ക" ഉപയോഗിക്കുക; 1; 2; 3. ചെറിയ ബർണറുകൾ 360 - 400 ഗ്രാം ഭാരവും 6 മില്ലീമീറ്റർ വ്യാസമുള്ള ഹോസുകൾക്കായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു
അറിയപ്പെടുന്നതുപോലെ, അസറ്റിലീൻ ഏറ്റവും ഉയർന്ന ജ്വലന താപനിലയാണ് (ടേബിൾ കത്തുന്ന വാതകങ്ങൾ കാണുക) കൂടാതെ ഗ്യാസ് വെൽഡിംഗ്, ലോഹങ്ങൾ മുറിക്കുമ്പോൾ, മറ്റ് ജ്വലിക്കുന്ന വാതകങ്ങളും ഉപയോഗിക്കാം, ഉദാഹരണത്തിന് മീഥെയ്ൻ, പ്രൊപ്പെയ്ൻ അല്ലെങ്കിൽ സിറ്റി ഗ്യാസ്, ഏത് ലോഹമാണ് വെൽഡ് ചെയ്യാമെന്ന് പട്ടിക സൂചിപ്പിക്കുന്നത്. അല്ലെങ്കിൽ ഈ വാതകങ്ങൾ ഉപയോഗിച്ച് ഒരു സോളിഡ് സോൾഡറായി സോൾഡർ ചെയ്യുന്നു. എന്നാൽ ഗ്യാസ് വെൽഡിംഗ് സമയത്ത് ലോഹത്തിൻ്റെ ഫലപ്രദമായ ചൂടാക്കലിനും ഉരുകലിനും വേണ്ടി, തീജ്വാലയുടെ താപനില ലോഹത്തിൻ്റെ ഉരുകൽ താപനിലയുടെ ഇരട്ടി കവിയണം എന്നത് കണക്കിലെടുക്കണം. അതിനാൽ, ഉരുക്കിനേക്കാൾ താഴ്ന്ന ദ്രവണാങ്കം ഉള്ള ലോഹങ്ങൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ മാത്രം അസറ്റിലീൻ പകരമുള്ള വാതകങ്ങൾ ഉപയോഗിക്കുന്നത് നല്ലതാണ്, ഉദാഹരണത്തിന് അലുമിനിയം, അതിൻ്റെ അലോയ്കൾ, താമ്രം, ഈയം, അതുപോലെ ബ്രേസിംഗ് ചെയ്യുമ്പോൾ.
ലോഹം മുറിക്കുമ്പോൾ, അസറ്റിലീൻ ഉപയോഗിക്കേണ്ട ആവശ്യമില്ല, നിങ്ങൾക്ക് ആ കത്തുന്ന വാതകങ്ങൾ ഉപയോഗിക്കാം, ഓക്സിജനുമായി ഒരു മിശ്രിതത്തിൽ കത്തിച്ചാൽ, കുറഞ്ഞത് 1800 ° C താപനിലയുള്ള ഒരു തീജ്വാല ഉണ്ടാക്കുന്നു. വഴിയിൽ, ജ്വാലയുടെ താപനില വർദ്ധിപ്പിക്കുന്നതിന്, നിങ്ങൾക്ക് ഒരു ഹീറ്റിംഗ് ചേമ്പറുള്ള NZP നുറുങ്ങ് ഉപയോഗിച്ച് വിൽപ്പനയ്ക്ക് ഒരു GZU 2-62 ബർണറിനായി തിരയാം (ചിത്രം 41 കാണുക) അതിൽ മുഖപത്രം, ഇൻജക്ടർ, മിക്സിംഗ് ചേമ്പർ എന്നിവയുടെ ചാനലുകളുടെ വ്യാസം തിരഞ്ഞെടുത്ത സംഖ്യയുടെ അഗ്രം അസറ്റിലീനുമായി പ്രവർത്തിക്കുമ്പോൾ അതേ താപവൈദ്യുത ജ്വാല നൽകുന്നു. ചൂടാക്കാതെയുള്ള ബർണറുകളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, അത്തരമൊരു ടിപ്പ് ഉള്ള ജ്വാല താപനില 300 - 360 ° C വർദ്ധിക്കുന്നു. അത്തരം നുറുങ്ങുകളുള്ള ടോർച്ചുകൾ ഉപയോഗിച്ച്, നിങ്ങൾക്ക് ബഹിരാകാശത്തെ സീമിൻ്റെ എല്ലാ സ്ഥാനങ്ങളിലും 5 മില്ലീമീറ്റർ വരെ കട്ടിയുള്ള ഉരുക്ക് വെൽഡ് ചെയ്യാനും കാസ്റ്റ് ഇരുമ്പ് വെൽഡ് ചെയ്യാനും ചൂടാക്കാനും കഴിയും, കൂടാതെ സാധാരണ പ്രൊപ്പെയ്ൻ, മീഥെയ്ൻ അല്ലെങ്കിൽ പ്രകൃതിവാതകം എന്നിവ ഉപയോഗിച്ച് അസറ്റിലീൻ ഇല്ലാതെ ഇതെല്ലാം സാധ്യമാണ്.
പ്രൊപ്പെയ്ൻ അല്ലെങ്കിൽ മീഥെയ്ൻ ഉപയോഗിച്ച് ഉരുക്ക് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, സിലിക്കൺ, മാംഗനീസ് എന്നിവയുടെ വർദ്ധിച്ച അളവ് അടങ്ങിയ വെൽഡിംഗ് വയർ ഉപയോഗിക്കുന്നത് നല്ലതാണ്, അവ ഡീഓക്സിഡൈസറുകളായി ഉപയോഗിക്കുന്നു, കൂടാതെ കാസ്റ്റ് ഇരുമ്പ്, നോൺ-ഫെറസ് ലോഹങ്ങൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ പ്രത്യേക ഫ്ലൂക്സുകൾ ഉപയോഗിക്കുക.
ബർണറുകൾ കൈകാര്യം ചെയ്യുന്നു.സേവനയോഗ്യവും ശരിയായി കൂട്ടിയോജിപ്പിച്ചതും ക്രമീകരിച്ചതുമായ ടോർച്ച് ഒരു സാധാരണ, സ്ഥിരതയുള്ള വെൽഡിംഗ് ജ്വാല ഉണ്ടാക്കണം. കത്തുന്നത് തുല്യമല്ലെങ്കിൽ, അല്ലെങ്കിൽ മുഖത്ത് നിന്ന് തീജ്വാല വന്നാൽ, പുറത്തേക്ക് പോകുക, അല്ലെങ്കിൽ സ്ട്രോക്കുകളും പോപ്പുകളും തിരികെ നൽകുകയാണെങ്കിൽ, നിങ്ങൾ വാൽവുകൾ ഉപയോഗിച്ച് ഓക്സിജനും അസറ്റിലീനും വിതരണം ക്രമീകരിക്കണം (മിക്കപ്പോഴും വിതരണം കുറയ്ക്കുക). ക്രമീകരണത്തിന് ശേഷം പ്രശ്നങ്ങൾ ഇല്ലാതാക്കിയില്ലെങ്കിൽ, കാരണം ബർണറിലെ തന്നെ തകരാറുകളായിരിക്കാം, അതായത്: കണക്ഷനുകളിലെ ചോർച്ച, മൗത്ത്പീസ് അല്ലെങ്കിൽ ഇൻജക്ടറിൻ്റെ ഔട്ട്ലെറ്റ് ചാനലിന് കേടുപാടുകൾ, അസംബ്ലി സമയത്ത് ബർണർ ഭാഗങ്ങളുടെ തെറ്റായ ഇൻസ്റ്റാളേഷൻ, ചാനലുകൾ തടസ്സപ്പെടുത്തൽ, ധരിക്കുക ഭാഗങ്ങളുടെ. സേവനക്ഷമത പരിശോധിക്കുന്നതിന്, ഫിറ്റിംഗിൽ നിന്ന് അസറ്റിലീൻ ഹോസ് നീക്കം ചെയ്ത് റിഡ്യൂസർ (ഏകദേശം 3 കിലോ) ഉപയോഗിച്ച് ഉചിതമായ ഓക്സിജൻ മർദ്ദം സജ്ജമാക്കുക, ബർണറിലെ ഓക്സിജൻ ടാപ്പ് തുറക്കുക. ഇൻജക്ടർ ശരിയായി പ്രവർത്തിക്കുന്നുണ്ടെങ്കിൽ, അസറ്റിലീൻ ഫിറ്റിംഗിൽ ഒരു വാക്വം പ്രത്യക്ഷപ്പെടണം, അത് ഫിറ്റിംഗിൽ വിരൽ വെച്ചുകൊണ്ട് എളുപ്പത്തിൽ കണ്ടുപിടിക്കാൻ കഴിയും, അത് വലിച്ചെടുക്കണം. സക്ഷൻ ഉണ്ടെങ്കിൽ, ഇഞ്ചക്ഷൻ ബർണർ പ്രവർത്തിക്കുന്നു.
സക്ഷൻ അഭാവത്തിൽ, നിങ്ങൾ ബർണർ ഡിസ്അസംബ്ലിംഗ് ചെയ്യുകയും ഇൻജക്ടർ ചെറുതായി അഴിക്കുകയും വേണം, കാരണം സക്ഷൻ അളവ് ഇൻജക്ടറിൻ്റെ അവസാനവും മിക്സിംഗ് ചേമ്പറിലേക്കുള്ള പ്രവേശനവും തമ്മിലുള്ള ദൂരത്തെ ആശ്രയിച്ചിരിക്കുന്നു. നിങ്ങൾ ഇൻജക്ടർ വളരെയധികം അഴിക്കരുത്, കാരണം ഇത് സക്ഷൻ കുറയ്ക്കും. സക്ഷൻ ഇല്ലെങ്കിൽ, മൗത്ത്പീസ്, മിക്സിംഗ് ചേമ്പർ, അസറ്റിലീൻ ട്യൂബ് എന്നിവയുടെ ചാനലുകൾ അടഞ്ഞുപോയോ എന്നും നിങ്ങൾ പരിശോധിക്കണം, അടഞ്ഞുപോയാൽ, നേർത്ത ചെമ്പ് വയർ ഉപയോഗിച്ച് ചാനലുകൾ വൃത്തിയാക്കിയ ശേഷം അവയെ ഊതിക്കെടുത്തുക.
നിങ്ങൾ ആരംഭിക്കുന്നതിന് മുമ്പ്ഓക്സിജനിലും ജ്വലന ഗ്യാസ് റിഡ്യൂസറുകളിലും (മുകളിൽ വിവരിച്ചിരിക്കുന്നത്) ആവശ്യമായ പ്രവർത്തന സമ്മർദ്ദം നിങ്ങൾ സൃഷ്ടിക്കേണ്ടതുണ്ട്, തുടർന്ന് ബർണറിലെ ഓക്സിജൻ വാൽവ് ചെറുതായി തുറക്കുകയും അതുവഴി ഇൻജക്ടറിൽ ഒരു വാക്വം സൃഷ്ടിക്കുകയും വേണം. ഓക്സിജൻ മുഖത്ത് നിന്ന് പുറത്തുപോകാൻ തുടങ്ങുമ്പോൾ, നിങ്ങൾ ബർണറിൻ്റെ ഗ്യാസ് വാൽവ് ചെറുതായി തുറക്കണം, കുറച്ച് നിമിഷങ്ങൾക്ക് ശേഷം, മൗത്ത്പീസ് ദ്വാരത്തിൽ കത്തുന്ന മിശ്രിതം കത്തിക്കുക. അടുത്തതായി, തീജ്വാല ക്രമീകരിക്കുക, അങ്ങനെ നീല നാവ് - കോർ - ഏകദേശം 8 - 10 മില്ലീമീറ്റർ നീളമുള്ളതാണ് (ഓക്സിജൻ വാൽവ് ഉപയോഗിച്ച്) കൂടാതെ രണ്ട് വാൽവുകളുമായും ജ്വാലയുടെ നീളം ക്രമീകരിക്കുക. ഫ്ലേം കോറിൻ്റെ നീളം 8 - 10 മില്ലീമീറ്ററാണ്, ഇത് ഒരു ഏകദേശ മൂല്യമാണ്, ഇത് ടിപ്പ് നമ്പറിനെ ആശ്രയിച്ചിരിക്കുന്നു, നിങ്ങൾക്ക് ഇതിനെക്കുറിച്ച് കൂടുതൽ വായിക്കാം. മിശ്രിതം കത്തിക്കുമ്പോൾ, ബർണർ പൊട്ടിത്തെറിക്കുന്ന ശബ്ദമുണ്ടാക്കുന്നുവെങ്കിൽ, അല്ലെങ്കിൽ ഗ്യാസ് വാൽവ് പൂർണ്ണമായും തുറക്കുമ്പോൾ, അധിക അസറ്റിലീൻ തീജ്വാലയിൽ ദൃശ്യമാകുന്നില്ലെങ്കിൽ, ടിപ്പിൻ്റെ യൂണിയൻ നട്ട് നന്നായി മുറുക്കിയിട്ടുണ്ടോ എന്ന് നിങ്ങൾ പരിശോധിക്കണം, ഓക്സിജൻ സമ്മർദ്ദം മതിയാകും, ബർണറിലേക്ക് അസറ്റിലീൻ ഒഴുകുന്നതിന് എന്തെങ്കിലും തടസ്സങ്ങൾ (അടയുന്നത്) ഉണ്ടോ (ഹോസിലെ കിങ്ക്സ് അല്ലെങ്കിൽ ഹോസിലെ വെള്ളം).
ജോലി അവസാനിപ്പിച്ചതിന് ശേഷംബർണറുകൾ, അതുപോലെ ജ്വാലയുടെ പോപ്പിംഗ് അല്ലെങ്കിൽ ബാക്ക്ലാഷ് ഉണ്ടാകുമ്പോൾ, നിങ്ങൾ എല്ലായ്പ്പോഴും ആദ്യം ഗ്യാസ് വാൽവ് അടയ്ക്കണം, അതിനുശേഷം മാത്രമേ ഓക്സിജൻ വാൽവ്. വാൽവുകൾ അടയ്ക്കുന്നതിന് നിങ്ങൾ ഈ നിയമം പാലിക്കുന്നില്ലെങ്കിൽ, തീജ്വാലയുടെ തിരിച്ചടി അസറ്റിലീൻ ഹോസിലേക്ക് കടന്നേക്കാം. ചിലപ്പോൾ ഒരു വർക്കിംഗ് ബർണർ, വളരെ നീണ്ട പ്രവർത്തനത്തിനു ശേഷം, കൈയ്യടിക്കാനും ബാക്ക്ഫയർ ചെയ്യാനും തുടങ്ങുന്നു, ഇത് മുഖപത്രത്തിൻ്റെ ശക്തമായ ചൂടാക്കൽ കാരണം സംഭവിക്കുന്നു. ഈ സാഹചര്യത്തിൽ, മുകളിൽ സൂചിപ്പിച്ച ക്രമത്തിൽ വാൽവുകൾ അടച്ച് നിങ്ങൾ ബർണർ ജ്വാല കെടുത്തുകയും വെള്ളമുള്ള ഒരു പാത്രത്തിൽ മൗത്ത്പീസ് തണുപ്പിക്കുകയും വേണം.