
Welding of polyethylene pnd and pe pipes. Polyethylene pipe welding methods
Polyethylene pipes (HDPE) are a widely used material in construction. They are used to assemble pressure and non-pressure pipelines. Pipes are flexible, light weight and easy to process. All this greatly facilitates the process of installing pipelines, it is quite possible to do the work with your own hands. Let's take a look at how it worksdo-it-yourself welding of HDPE pipes and what other connection methods are used during installation.
Polyethylene pipes are practical modern material, which is convenient to use both in housing construction and in production. Polyethylene is resistant to various media, so this type of pipe is recommended for the construction of pipelines for various purposes.
In addition, HDPE pipes are also popular because a non-specialist can also install them. Consider how you can weld HDPE pipes with your own hands.
Connection methods HDPE pipes
In the construction of pipelines, two types of connections are used:
- Detachable (bell-shaped or flanged).
- One-piece (welded).
The choice of the type of connection is carried out taking into account the operating conditions of the future pipeline. So, if a pipeline is being built in which the medium will be transported under pressure, then, most often, butt welding of pipes or electrofusion welding of HDPE pipes is used.
These methods allow you to get a reliable connection of HDPE pipes. When assembling pipelines in which the liquid moves by gravity, detachable connections are more often used, since they are easier to implement.
One-piece connections HDPE pipes
Do-it-yourself HDPE pipe welding is used to make a strong and reliable connection of individual parts of the pipeline. Usually one of the two is used. possible methods welding:
- Butt connection.
- Connection with an electrical coupling.
Butt welding
Butt welding of HDPE pipes is used to connect elements having a diameter of 50 mm or more. To perform the work, you will need a special butt welding machine.

The principle of connection is to heat the ends of the pipes and connect them under pressure. The molten plastic in this case forms a monolithic connection, which is not inferior in strength to a solid pipe.
Consider how butt welding of HDPE pipes is carried out. To carry out the process, the ends of the pipes must be rigidly fixed in the clamps of the apparatus. Then a heating plate is brought to the ends.
After the plastic is heated to the melting temperature, the heating plate is removed, and the pipes are pressed against each other under a certain pressure. After the seam has cooled, the clamps are removed and the pipes are removed from the apparatus. Process features:
- The described method can be used to connect fittings and pipes of the same diameter.
- The method is suitable for pipes and fittings with a wall thickness of at least five millimeters.
- Diffusion welding can only be carried out if the temperature environment not lower than +15;
- Polymer pipe welding is an economical process because the HDPE pipe welding machine has a low energy consumption compared to a welding machine used for welding steel pipes.
Advice! A welding machine can be purchased at a hardware store or rented. Many installation companies rent such a machine for the required period.
Electrofusion method of welding
Connections made using electric couplings allow the construction of pipelines capable of withstanding a pressure of 16 atmospheres. However, if we compare the welding of HDPE pipes with electric couplings with the method described above, then the first option is more expensive.

The fact is that to make each connection, special equipment is needed for welding HDPE pipes - an apparatus for electrofusion welding, that is, overhead electric couplings. The process goes like this:
- The ends of the parts to be welded are carefully cleaned.
- The coupling with electric heaters is installed at the junction of the parts to be welded;
- After fixing the coupling at the junction, voltage is applied to it. As a result, the ends of the pipes and the coupling itself melt, and after cooling, a monolithic joint is formed. The coupling remains put on over the welded pipes.
Advice! It is very important that until the end of welding work and during the cooling process, the pipe sections with the installed coupling are motionless, remaining motionless throughout the entire cycle.
As a rule, this HDPE pipe welding technology is used in cases where several joints need to be made. For example, if an additional branch is inserted into existing pipeline. If you need to weld a large number of joints, then it is more profitable to use butt welding.
Detachable connections HDPE pipes
The permanent connection of PVC and HDPE pipes is not as reliable as welded, but this method has its advantages. Among them:
- Profitability. To do the job, you do not have to buy special tools and equipment.

- Versatility. A detachable connection can also be made where welding is not available, for example, under water.
- Fast installation. This method allows you to collect the pipeline as quickly as possible.
Today, two methods are used to make a detachable connection:
- The device is a socket connection using rubber elastic seals.
- Make a fitting or flange connection using special mounting elements.
Advice! Socket connections are less reliable, so they are usually used when installing non-pressure pipelines, for example, when installing a gravity sewer. Flange connection in terms of reliability is practically not inferior to welding plastic pipes, so it can also be used in the assembly of water supply networks.
Use of couplings
Using such a connection of HDPE pipes with fittings, very reliable connections are obtained. Here are the main advantages of the method:
- Simplicity.
- Cheapness (connecting polyethylene couplings are inexpensive).
- Resistance to mechanical and thermal influences (temperature differences).
- Versatility. Couplings can be used to assemble pipelines for various purposes.
Advice! Manufacturers produce couplings for joining elements of both the same and different diameters. If it is necessary to connect HDPE pipes with metal pipes, then special transitional couplings are used.
Using compression fittings
Installation of compression fittings is as follows:

- The fitting is disassembled by unscrewing the union nut from it.
- The ends of the pipes are cleaned and processed with a chamfer.
- Put a mark on the pipe, showing the depth of its entry into the fitting.
- To facilitate the introduction of the pipe, its end is lubricated with liquid soap, but all the same, during the introduction, the resistance created by the rubber seal will be felt.
- The cap nut is tightened. First manually, then with a key. But it is important not to be too zealous so as not to overtighten the nut.
So, the installation of the pipeline from polyethylene pipes can be done independently, without resorting to the services of specialists. Beginners in the installation business should see how HDPE pipes are connected - video from detailed description process can be found on the sites of repair and construction topics.
16 December 2015 Alexei
The invention of polymers has greatly simplified the processes associated with laying pipelines. Products made from them are characterized by high plasticity, strength and light weight.
But polyethylene has gained particular popularity among the various types of this material. low pressure. It produces the widest range of pipes.
They are used to transport various media and are in high demand by professionals and the general public. Such products are widely used not only due to their technical characteristics, but also simple installation. Do-it-yourself pipe welding is within the power of any person. It is extremely simple and does not require complex special equipment.
Features of pipes and their scope
For the manufacture of this sanitary ware, dense polyethylene is used. Therefore, pipes made from it are characterized by high strength and flexibility. Having a small weight, they are easy to install, transport, without requiring special equipment for loading and unloading. Maintenance of such pipes is one of the easiest.
Due to their excellent technical characteristics, these products are widely used in various fields of human activity.
Most often they are used:
- In systems of systems of the sewerage;
- Plumbing;
- Electrical networks.
But besides this, HDPE pipes are also relevant in agriculture, as well as in the construction of wells. The limitation in use concerns only heating and hot water systems, since polyethylene products soften at 80 ° C.
Various connection methods
Simple installation of polyethylene products is the main reason for their popularity. Moreover, HDPE pipes can be connected in two main ways:
- One-piece;
- Detachable.
The first one involves the use of a welding machine for HDPE pipes and is used in areas with high pressure, it is suitable for products with a diameter of 50 mm or more. The second is carried out using connecting parts. But best result still gives a non-detachable way. The seams obtained in the process of welding HDPE pipes are considered the most durable and absolutely tight.

There are two types of such work:
- Butt;
- Electrofusion.
Each of them can be performed independently without the involvement of specialists. Consider the features of each of them and what tools will be needed for this.
DIY butt welding
This method is carried out using a special apparatus for welding pipelines. The process itself is as follows. The ends of the elements are cleaned of dirt and wiped with a degreasing compound. Then they are heated by a special heating element to a viscous state and connected under pressure. After that, the seam should cool down naturally, and only then can the pipeline be put into operation.
However, when performing butt welding, you should monitor such parameters as:
- heating time;
- The height of the fusion of the ends;
- Pressure on the surfaces to be joined;
- Temperature.
Subject to all recommended parameters, the seam should turn out to be even with the same protrusion over the entire surface. Butt welding is considered the main way to create a pipeline from polyethylene components.
Electrofusion welding
This method consists in using a shaped polyethylene sleeve. Inside it are electric spirals, through which a current passes, leading to the heating of the part to the required temperature.
Before starting electrofusion welding of HDPE pipes, the ends of the products must also be thoroughly cleaned and degreased. This technology is most often used when creating tie-ins into an existing system, when repairing bends, and in other cases.
A feature of this method is the need for the immobility of the elements in the process of its implementation and until the moment of cooling.
Required connection equipment
The execution of each of the connection methods requires a specific tool:
- soldering iron;
- Shaped parts with electrospirals.
When choosing a soldering iron for welding, it should be remembered that they are divided depending on the shape of the working body into:
- Rod;
- Ensiform.
Devices of the first type are usually used for butt welding of pipes in hard-to-reach places. Regardless of which soldering iron is chosen, its power must also be taken into account. This parameter is selected as follows. The pipe diameter in mm is multiplied by 10. If you plan to connect elements with a diameter of 50 mm, then you should purchase a soldering iron with a power of 500 W.
It is difficult to imagine modern equipment for welding HDPE pipes without electronic filling. It is also available in soldering irons. Most models are equipped with electronic adjustment, which allows you to accurately set the heating temperature.
For welding HDPE pipes, nozzles for a soldering iron are also required. They are available with two types of coverage:
- Teflon;
- Metallized.
Moreover, the latter has the highest strength characteristics. When choosing a tool for welding HDPE pipes with your own hands, you need to remember that a high-quality seam can only be obtained using high-quality equipment.
Detachable connection and fittings for it
Pipe installation using couplings is not always different high reliability, but still used quite often.
This method has its advantages:
- Firstly, no special tools are required for its implementation, only a wrench may be required, and then when working with large diameter tubes.
- Secondly, a detachable connection can be made in places where welding is not possible, for example, under water.
- Thirdly, this method is designed for fast assembly pipeline.
For such a connection, brass or HDPE welded compression fittings complete with plugs and flexible seals can be used. The preparation process is similar to that performed during welding.
Having cut the pipe into segments of the required length, their ends are cleaned of dirt. The only condition is that they must be strictly perpendicular to the body.
The next step is to prepare the fitting. To do this, the union nut is loosened a few turns and the pipe is inserted into the seal with force. Next, a collet with an elastic ring is put on and the nut is tightened.
There are two ways to make a plug connection:
- bell-shaped, with the use of rubber seals;
- Flanged with mounting elements.
Installation of pipes with couplings
This method is very reliable, and besides, it is simple and does not require large financial costs. Welded HDPE couplings are made of polyethylene, therefore they have a low cost, but at the same time they are resistant to mechanical stress and temperature extremes.
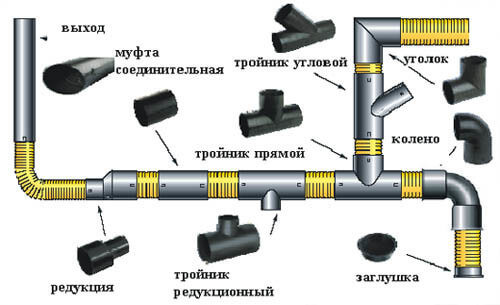
Various connection schemes and types of fittings
Another advantage of using such connecting elements is their versatility. They can be used to assemble various pipelines. In addition, for the installation of HDPE and metal pipes Special adapters are available.
What mistakes should be avoided
To perform the installation of HDPE pipes on your own, you need to have elementary knowledge in plumbing. This will help avoid build errors. One of the most important points is the linear expansion of the pipeline. Without its implementation, high voltage occurs in the pipes, leading to a decrease in the duration of the system's operation.
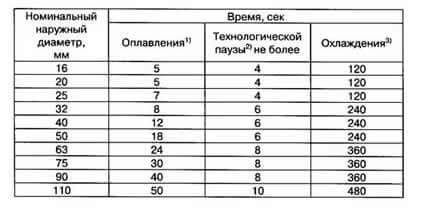
Technological pause table
If concealed laying is intended, the pipes must be wrapped in insulating material before grouting. The same is done when laying the plumbing system, which avoids the formation of condensate on the surface. When welding HDPE pipes, certain rules must be observed. One of them is moderate tightening of the adapters to avoid compromising the integrity of the system.
Another important point is the correct calculation of the distance between the fasteners. If it is very large, then over time the pipeline will sag, which will adversely affect the service life.
Given all the nuances listed above, you can install HDPE pipes with your own hands, without resorting to the services of specialists.
Polyethylene pipes for the installation of a water supply system are used more and more often due to the properties of the material. The main characteristics of polyethylene are plasticity, strength, resistance to aggressive environments (for HDPE tubes) and inertness to temperature changes. That is why pressure polyethylene elements are suitable for mounting the outer part of the water supply system or gas pipeline of a private house. And to connect the highway into a single whole, welding of polyethylene pipes is used.
How to connect pipe elements made of PE (polyethylene) with your own hands, we analyze in the material below.
Types of PE pipe connections
Polyethylene pipes can be connected into a single line using different methods. Moreover, each of them is suitable for specific conditions.
- So, joining HDPE pipes with fittings and couplings (socket welding) It is mainly used for arranging the interior of the plumbing system in the house.
- Do-it-yourself pipeline installation using butt welding. This method is used for the installation of an extended section of communication for outdoor purposes. In this case, pipes can be laid both on the surface of the soil and in a trench, followed by covering them with soil.
- Electrofusion welding. This method of connecting HDPE tubes is produced using special plastic couplings with spiral elements built into them, which heat up as a result of current being applied to it.
Let's take a closer look at each of the methods.

Polyethylene pipes can be welded using special equipment called a soldering iron. At the same time, there are a number of specific rules that will make it possible to make the connection of elements smooth, high-quality and tight.
The requirements look like this:
- Before performing work, it is worth studying the characteristics of HDPE for each pipe and making sure from the certificates of their compliance. Otherwise, the tubes simply will not fit into a single sealed structure.
- The internal clearance of the tubes (diameter) must be identical for each cut intended for the installation of communications.
- Before welding, the ends of PE pipes must be cleaned of dust and dirt, and also degreased.
- The welding procedure should be performed only in a dry, heated room, in which drafts and high humidity are excluded.
- After joining two PE elements, any movement of the line should be avoided until the pipeline has completely cooled down in order to prevent disruption of the communication gap.
- In addition, it is worth covering the welding seam from direct sunlight.
Important: the ends of the tubes, on the opposite side of those being welded, should be securely closed to prevent cold air from entering the lumen. Low temperature can disrupt the technology of welding HDPE pipes.
Socket welding (sleeve)

The connection of pipes using couplings and fittings is shown for HDPE pipes with a diameter of up to 63 mm. For these purposes, use a manual household soldering iron (welding machine). PE tubes of larger diameter are welded using an industrial mechanical apparatus.
Important: before performing socket welding, it is necessary to stock up on the required number of fittings, plus a small margin in case of marriage in work.
For socket welding, in addition to a soldering iron, you need to prepare a pipe cutter and a tape measure.
The work on welding HDPE tubes is performed in this way:
- The welding machine is installed on the platform and securely fixed. Nozzles of the required diameter are attached to the heating surface using a special key. The welding machine is set to the desired temperature. For pipes made of PE (polyethylene), it should be 220-230 degrees.
- The parts prepared for welding are put on nozzles and held until the plastic is properly heated. As a rule, it is 5-7 seconds.
- After the parts have warmed up, it is necessary to slowly, but all the way, connect the two elements and hold them in this state for at least 10 seconds so that the fitting and pipe do not change their welded position.
- After such manipulations, the inner lumen of the pipe remains smooth and tight, and the polymer processed by the welding machine forms a single whole.
Important: Excessive overheating of the pipes must be avoided. Otherwise, when connecting two elements, the plastic will simply fold into an accordion, which will violate both the internal clearance of the pipes and the quality of the connection.
Tip: after each welding procedure, be sure to clean the fused polymer from the Teflon surface of the nozzles. Otherwise, it will interfere with the next welding process. And you need to remove the plastic only with a wooden spatula. So you can keep the teflon safe and sound. It is forbidden to clean plastic in cold form and with metal objects.
Butt welding

You can butt-weld HDPE pipes with your own hands. Butt welding is performed using special equipment with a mechanical or hydraulic drive. Such a welding machine will allow joining two elements of tubes until a complete and tight connection. The most popular devices are those that have software control. Such equipment is characterized by full automation and the ability to control the welding process without operator intervention in terms of physical effort.
Before doing work with your own hands, you should select HDPE pipes with uniform technical specifications. It is advisable to weld tubes even from the same batch. Since here the polymer is joined at the molecular level, this approach will make the welding seam more airtight and reliable.
Important: tubes with a wall thickness of at least 5 mm and a diameter greater than 50 mm are suitable for butt welding.
The principle of butt welding is to heat the ends of the pipe on a special plate. After melting, the PE plate between the ends of the two pipes to be welded is removed and the elements are mechanically compressed until the polymer is completely mixed and soldered. After that, the pipes must be allowed to cool completely.
Important: when marking the tubes and cutting them, it is worth taking into account the technical reduction in the length of the tube after welding. In order to correctly calculate the length reduction factor, you can use the data below:
- So, for pipes with a cross section of 20 mm, the melting length (welding depth) will be 14.5 mm;
- Elements 25 mm - 16 mm;
- For tubes with a diameter of 32 mm - 18 mm;
- For tubes with a section of 40 mm - 20 mm;
- Pipes with a diameter of 50 mm - 23 mm.
Electrofusion welding

Electrofusion welding of polyethylene pipes is used if the line is installed in a limited space where the master is unable to move freely. In addition, this welding method is applicable for connecting tubes with different wall thicknesses, with different diameters, or for installing sewerage systems.
Electrofusion welding of polyethylene pipes is considered the most expensive, but the joints obtained in this way are suitable for operation at a pressure of 16 atm. The work on joining tubes by this method is carried out using special couplings, in the design of which there is a heating spiral element.
Welding is performed in this way:
- First of all, all the necessary cuts of pipes are prepared with their obligatory degreasing and cleaning from dirt and dust. In the same way, the inner part of the electrocoupling is processed. It is advisable to use special wipes impregnated with an alcohol volatile substance for these purposes.
- The ends of the pipes to be welded should be freed from industrial oxide by mechanical cleaning. At the same time, the same ends should be evenly cut so that the connection is as tight as possible and prevents the plastic from leaking into the tubes.
- The pipes are placed in the positioner and put on the joint of the electric coupling. The ends of the pipes on the opposite side of the line should be closed at the time of welding with your own hands to avoid heat loss.
- An electric current is supplied to the conclusions of the put on electrocoupling and the process is brought to the melting of the PE pipe and its high-quality connection.
Important: the HDPE pipe welded in this way must remain motionless until it cools completely. Otherwise, there is a risk of disturbing the geometry of the weld.
We control the quality of work

Welding polyethylene pipes is not a difficult task, but it still requires careful control over the quality of the weld. Since the polymer has an increased viscosity during melting, the seam may not always turn out to be even. Therefore, when performing work, you should carefully examine the results:
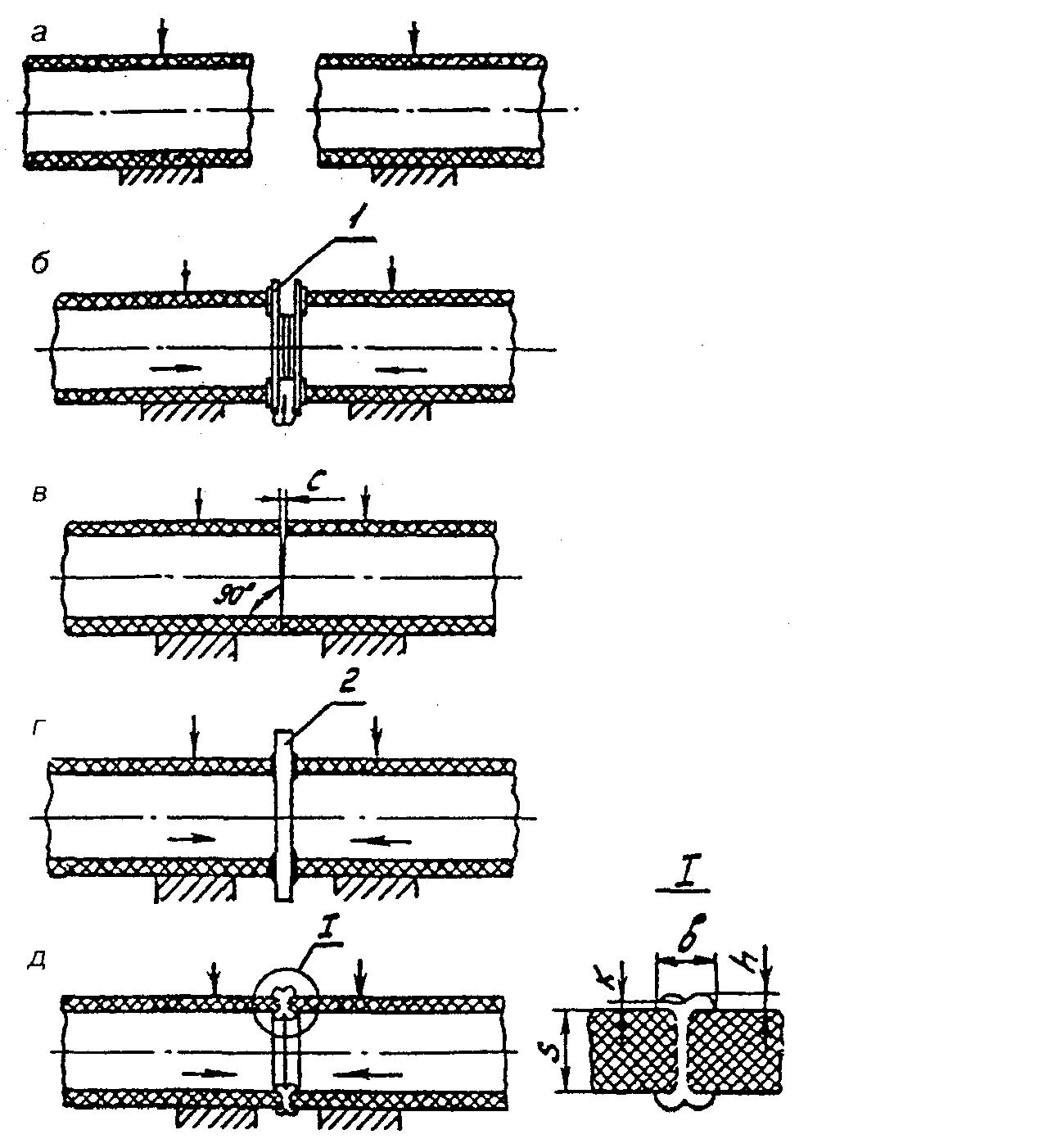
- The resulting weld should be approximately even. Excessive hollowness or protrusion of the seam is excluded.
- The seam itself should not be critically displaced relative to the level of the highway as a whole. Displacement inward (deflection) is permissible within 10% of the wall thickness of the tube being welded. Convexity is allowed within 2.5 mm for a pipe with 5 mm walls. For a tube wall thickness of 6-20 mm, a bulge thickness of 5 mm is allowed.
Compliance with these control parameters will allow you to get a working and properly welded line that will last for decades.
Welding of polyethylene HDPE pipes- this is a process of obtaining a permanent connection through mutual penetration under pressure and subsequent cooling of the molten ends of two polyethylene elements. The full name of this method is "butt welding with a heated flat tool". The name in everyday life is "Butt welding of HDPE pipes".
DVN-Stroy provides butt welding services for the following types of pipes:
1. Welding HDPE pipes;
2. Welding of polyethylene pipes;
3. Welding of PE pipes.
Pipe welding is carried out by Omicron and Rothenberger. The diameter of HDPE pipes is 110, 160, 225, 315. We also weld pipes of large diameters 400, 500, 630 mm.

Butt welding of polyethylene pipes is carried out by a qualified team.
You can find the cost of services for butt welding of PE pipes in the section
Equipment for welding polyethylene pipes
The installation for butt welding of HDPE pipes consists of three main elements:
- A frame with a centralizer for clamping pipes, in which the required axial force is created at the ends of PE pipes. The centralizer drive can be mechanical or hydraulic. The first is driven manually, the second - using a hydraulic unit.
- Electromechanical trimmer for aligning the ends of pipes before the heating stage.
- A heating element - a welding mirror (in everyday life a "frying pan") - is an element with which the ends of HDPE pipes are heated and melted.
A set of butt welding equipment may include some secondary auxiliary elements.
All welding equipment can be divided into several groups:
Welding mirrors. The most inexpensive way to weld HDPE pipes. In view of the absence of a centralizer and a trimmer, it is not recommended to use it for welding pressure pipelines.
Welding machines with mechanical drive. This equipment is intended for butt welding of pipes with a diameter of up to 160 mm and is distinguished by an optimal combination of price and quality.
Welding machines with hydraulic drive. This equipment is intended for professional welding of pipes of all diameters.
Elements of automation and logging. Designed for automation and recording, respectively, of the welding process. This is required when welding especially critical pipes, as well as when joint welding protocols are required as part of as-built documentation.
Also, all welding equipment can be divided according to the type of materials being welded:
- for welding pipes made of polypropylene (PP pipes);
- for welding pipes made of polyethylene (PE pipes);
- for welding pipes made of polyvinylidene fluoride (PVDF pipes);
- for welding pipes made of polybutene (PB pipes);
Technology of butt welding of polyethylene HDPE pipes
Butt welding on welding equipment using the "butt" method is the most popular and effective method of installing HDPE pipes. Butt welding is performed if the material diameter is more than 50mm and the wall thickness is more than 4mm.
Welding from inhomogeneous polymeric materials is not allowed.
The idea of the method of butt welding of PE pipes is that the ends during welding are heated to the state of viscous polyethylene by direct contact with an electric heating element. After that, the melted ends of the pipes are connected by hydraulic pressure and held for some time until they cool completely.
Before the heating process, the ends of the welded pipes are subjected to mechanical cleaning and processing to remove contaminants.
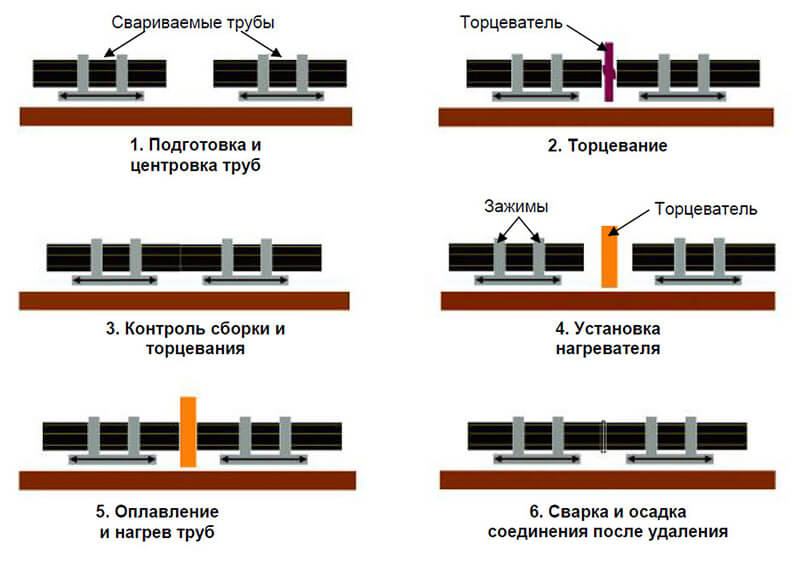
In total, there are five stages of butt welding of pipes:
- a) Mounting and centering in the ring clamps of the welding machine of the ends of the pipes to be welded;
- b) Facing before welding with special knives with a mechanical drive (in Fig. 1);
- c) A visual check is made for the accuracy of the coincidence of the ends, the size of the gap is controlled (in Fig. C);
- d) The surfaces are heated and melted with a preheated tool (in Fig. 2);
- e) The heating element is removed from the welding area, the pipes are connected under pressure. Joint settlement occurs;
During butt welding of pipes, the following main parameters must be controlled:
- Heating element temperature;
- Heating time of the surfaces to be joined;
- Polyethylene melting value (burr height);
- Contact pressure during heating and during cooling;
After the process of butt welding of HDPE pipes is completed, during the cooling process, the weld reaches the required strength, and the homogeneity of the material at the junction is also ensured.
Basic rules for butt welding HDPE polyethylene pipes
Butt HDPE pipe welding performed only on a hard, level surface, such as boards, or on asphalt or reinforced concrete base.
During welding of polyethylene pipes, the alignment of the pipes must certainly be ensured. The difference in the axes of the welded pipes should not exceed 10 percent of the pipe wall thickness.
The reverse ends of HDPE pipes are closed with plugs during welding to avoid drafts inside the pipes, in order to maintain the desired temperature for butt welding of polyethylene pipes.
Before fixing in the clamps, their ends are wiped with a lint-free cloth inside and out. The clamps of the centralizer are also wiped.