
Kuidas jootma kütet polüpropüleenskeemist. Polümeersete soojustorude ühenduste tegemine. Armeeritud torude jootmise omadused
Tervitused, kallis lugeja!
Kätte on jõudnud kevad ning lähenemas on ehitus- ja remonditööde hooaeg. Ja kellegi jaoks juhtub, et see ei lõpe ja aasta läbi. Täna tahaksin teiega rääkida, kuidas saate seda ise teha, kui teil on käepärast hädavajalik tööriist ja väikesed oskused, ise-ise jootma plasttorud maja, korteri või garaaži kütmiseks.
Tänapäeval on see materjal küttesüsteemides üks levinumaid elemente, mis on turul kergesti kättesaadav ning küttetorude isejootmises pole absoluutselt midagi keerulist ja seda saab teha igaüks, isegi kes pole sellega varem kokku puutunud. Selleks tuleb lihtsalt juhinduda kindlatest reeglitest ja tehnikatest ning kõik saab korda! Niisiis, nüüd räägin teile kõik järjekorras.
Ma ei peatu sellel tehnilised kirjeldused polüpropüleentorud, nende tihedus ja koostis, kuid lühidalt tahan teile tuua näiteid nende eeliste kohta.
Sellel on suur tugevus ja vastupidavus. Kuid siin on oluline pöörata erilist tähelepanu sellele, millist torumudelit kütte jaoks valite. Fakt on see, et on mudeleid, mis on ette nähtud näiteks ainult külma veevarustussüsteemide jaoks, on neid, mida kasutatakse "sooja põranda" süsteemide jaoks ja loomulikult näiteks kuumade jahutusvedelike varustamiseks süsteemis.
- Plasttorud ei puutu kokku söövitavate protsessidega.
- Nendest läbi voolates teeb vesi palju vähem müra.
- Polüpropüleenist torustiku üksikute elementide jootmise teel ühendamisel moodustub usaldusväärne ja terviklik ühendus.
- Torude jootmine toimub ilma pingutuseta spetsiaalse jootekolbi abil - see on lihtne seade kui selline ja hõlpsasti käsitsetav.
- Sisepindadele ei kogune sadestusi.
- Polüpropüleenist torude seinad ei lase hapnikku läbi, mis omakorda kaitseb metallosi oksiidide ja korrosiooni eest.
- Tänu plastilisuse omadusele on võimalik sooritada painutusi vajalikes kohtades.
- Ja loomulikult on see materjal keskkonnasõbralik ja seda saab kauplustes ohutult osta, kuna hinnad on mõistlikud ja taskukohased ning pealegi kaaluvad nad veidi.
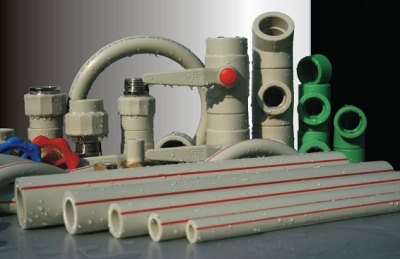
Järgmisena vaatame, millised polüpropüleenist valmistatud komponendid või elemendid moodustavad küttesüsteemi, mida jootma hakatakse. Ehituse ajal küttesüsteem abiga plasttorud vaja on selliseid ühenduselemente, mis hõlbustavad meie ülesannet, nimelt: need võimaldavad meil torusid teises suunas suunata, ümber pöörata, ühelt läbimõõdult teisele minna, teha haru, minna keermestatud ühendus jne.

Need pistikud hõlmavad järgmist:
- liitmikud - võrdse läbimõõduga toruosade ühendamiseks ja jootmiseks;
- adapterid - ühendage ja jootke erineva läbimõõduga torude sektsioone;
- väliskeermega või sisekeermega ühendused - kasulikud keermestatud ühendusele üleminekul;
- painded 450 ja 900 - mõeldud polüpropüleenist toru keeramiseks sobiva nurga all;
- nibu kõverad 450 ja 900 juures - kasutatakse juhul, kui läbimõõdu muutmisel on vaja sama kraadi pöörata;
- tees - kolme toru paigaldamiseks ühte seadmesse;
- ristid - kasutatakse samal eesmärgil, kuid nelja jaoks;
- tee, nii sise- kui väliskeermega - keermestatud torude jootmiseks kolmanda ühendamiseks;
- eemaldatavad pistikud - eemaldatava ühendusmehhanismi jaoks;
- puksid ja pistikud - torujuhtme viimiseks "suletud" asendisse;
- mitmesugused klambrid (plastist, kummist sisestustega metall) või kinnitusplaadid - torude kinnitamiseks vertikaalsetele pindadele, näiteks seintele või konstruktsioonidele paigaldamise ajal;
- sulgventiilid kuulventiilide kujul.

Nüüd räägime sellest, milliseid tööriistu me vajame, mille abil on vaja see kõik üheks süsteemiks kokku panna.
- Noh, esiteks on see jootekolb ise või spetsiaalne "keevitusmasin", millel on komplektis kaasas olevate düüside komplekt, mis on ette nähtud erineva toru läbimõõduga.

- Järgmiseks vajame spetsiaalseid kääre ehk nn lõikurit, et lõigata torud vajaliku pikkusega. Kuid kui see nii ei ole, saate kasutada kas metalli saelehega lõuendit või veskit. Kuid spetsiaalsete kääride abil on kõik palju lihtsam.

- Pardel on tööriist alumiiniumfooliumi eemaldamiseks, mis on seest tugevdatud alumiiniumfooliumiga. polüetüleenist torud kui te seda muidugi ei kasuta.

- Polüpropüleenmaterjali otse seintele kinnitamiseks on vaja ka puurit ja perforaatorit hoidikute jaoks aukude puurimiseks.
- Pikkuse märkimiseks läheb vaja õhukest alkoholimarkerit või lihtsat pliiatsit, aga ka mõõdulint.
- Hoone tase.
- Mutrivõti.
- Torud ja liitmikud.
Nüüd, teades, mida me kogu selle protsessi jaoks vajame, ja kõik tööriistad on ette valmistatud, on meiega skemaatiliselt kujutatud küttesüsteemi, jätkame otse tööde juurde, mida tuleks samm-sammult teostada. Mõõdame ja lõikame markeri, mõõdulindi ja spetsiaalsete kääride abil toru meile vajalike mõõtudega, puhastame serva otsast, eemaldades faasi ja kõik pursked. Seejärel valime vajaliku adapteri või ühenduselemendi.
Järgmisena kontrollime jootmiseks ettevalmistatud elemente, et neil poleks defekte. Kontrollime, kas toru sobib tihedalt ja täielikult ühenduselemendiga ilma tagasilöögi ja moonutusteta. Ühendatavaid pindu tuleb töödelda rasvaeemaldusvedelikuga ning tagada, et need osad oleksid täiesti puhtad ja kuivad.
Piki toru serva on markeriga tähistatud ühenduselemendi sissepääsu serv. Samal ajal tuleb arvestada ligikaudu 1 mm vahega, mis on vajalik selleks, et toru siseläbimõõt ei kitseneks selle otsaserva sissepoole nihkumise tõttu jootmise käigus.
Pärast seda valmistame jootekolvi tööks ette. Valime paar vajalikku otsikut: hülss (kasutatakse toru soojendamiseks ja sulatamiseks) ja südamik (teeb samad toimingud liitmike ja liitmike sisepinnaga). Samuti puhastame ja rasvatame, kinnitame jootekolvi külge. Lülitame võrgus sisse jootekolvi ja määrame sellele vajaliku temperatuuri (kuumutame kuni 260-300 kraadi).

Nüüd, pärast jootekolvi kuumutamist vajaliku temperatuurini, lülitub see termostaadi poolt automaatselt välja. Ühendamiseks võtame polüpropüleenist osad ja sisestame need mõneks sekundiks düüsidesse.
Juhtub, et osi on raske düüsidesse siseneda, tehke lihtsalt väike pöörded piki telge. Ja kõigepealt pannakse sisemisele otsikule ühenduselement ja alles siis sisestatakse toru ots välimisse otsikusse. Kuumutamisel eemaldage need vastupidises järjekorras. Ja see on vajalik, kuna ühendusosa seinapaksus on suurem ja seetõttu on vaja pikemat kuumutamisaega.
Pärast vajalikku soojenemist eemaldatakse osad jootekolvi düüsidest, sisestatakse sujuvalt ja ühtlaselt üksteise sisse, kuni markeriga varem rakendatud märgid langevad kokku. Samal ajal pidage meeles, et osade tahkumise ajal ei saa neid pöörata ega väänata!
Pärast osade lõplikku ühendamist hoidke seda mitu sekundit fikseeritud asendis. Jootekolbidega on kaasas juhend, mis sisaldab tavaliselt jooteparameetrite tabelit, kus on näidatud teatud osade kokkupuuteaeg.
Kui äkki läks kuskil midagi viltu ja defektidega, siis võetakse see torujupp lahti ja tehakse uus osade jootmine. Valmis torujuhet saab kasutada tunni jooksul.
Nagu märkasite, on polüpropüleenist torude ise jootmine üsna lihtne ja lihtne, kui te ei jäta ülaltoodud soovitusi tähelepanuta.
Uute artiklite saamiseks jätke oma kommentaarid ja tellige.
Sellega jätan teiega hüvasti. Hoolitse enda ja oma lähedaste eest. Näeme jälle.
Esimesel polüpropüleentorude isejootmise kogemusel on algajal meistril paratamatult palju küsimusi, mis aitavad intelligentset videot filmida
Kui võtame ette küttesüsteemi või selle fragmentide iseseisva paigaldamise, seisame silmitsi küsimusega, kuidas teatud osi õigesti ja õigesti ühendada. Näiteks kaks polüpropüleenist (metallplastist) toru. Näib, et see polegi nii fantastiline ülesanne. Kuid see nõuab teatud oskusi. Seetõttu ütlevad meistrid, proovige, treening kannab nii või teisiti vilja. Alguses peate võib-olla mitte ainult rohkem aega kulutama, vaid ka teatud koguse materjali rikkuma. Aga eks kogemus tuleb – seesama raskete vigade poeg.
Alustuseks ostke paar muhvi ja nurka, see võib olla odavam ja torud. Muide, ostke sama kaubamärgi liitmikud, millega kavatsete torustikku jootma, tooteid erinevad tootjad käituvad veidi teisiti, mõned on pehmemad, mõned, vastupidi, karmimad.
Millist tööriista on vaja
Polüpropüleentorude oma kätega jootmiseks vajate mõningaid seadmeid ja tööriistu:
- Torude jootmiseks mõeldud spetsiaalset elektrikeevitusmasinat, soovitud läbimõõduga jooteotsikuid, korteri juhtmestiku jaoks kasutatakse kõige sagedamini läbimõõduga 20.

Elektriline keevitusmasin torude jootmiseks
- Spetsiaalne tööriist (nn eemaldamine), mida kasutatakse polüpropüleenist torude puhtaks viimistlemiseks "shtaby" metalli vahekihiga;
- rauasaag / käärid polüpropüleeni lõikamiseks;
mõõteriistad (rulett); - Marker (või lihtsalt pliiats).
Kuidas jootma veetorusid polüpropüleenist torudest
Jootmisel jälgi hoolikalt joodetud torusid ja liitmikke, et need jääksid puhtaks, tolmu, mustuse või vee sattumisel võib tekkida leke. Kui mitte kohe, siis hiljem.
1. Mõõdame ja lõikame ära toru vajaliku pikkuse. Torul võib esineda räbu, saate neid puhastada kontorinoaga. Kui toru on “peakorter”, eemaldame metalliseeritud osa spetsiaalse eemaldamisega. Sel viisil töödeldud metalliseeritud toruga töötame samamoodi nagu polüpropüleentoruga.
2. Kui jootme tavalist veetoru, siis on soovitav seni, kuni harjud torule pliiatsiga märgistama, mis sügavusele toru liitmikusse, tee- või liitmikusse joodetud on ja kui kasutad “stab” toru, siis eemaldamist kasutades jääb ikkagi suurus, mis on vajalik liitmikega ühendamiseks, sest . joote suurusele kohandatud eemaldamine.
Loomulikult õpite palju empiiriliste vahenditega, kuid te ei tohiks keelduda nende meistrite mõistlikest nõuannetest, kes on selles küsimuses juba midagi läbinud. Pakume teile häid videomaterjale, millest võib teile palju praktilist kasu olla.
Kuidas ise torusid jootma
Mitte päris standardne meetod
Allpool on üks ebatüüpilistest meetoditest, polüpropüleeni mittestandardne jootmine, seda võimalust kasutavad muu hulgas professionaalid
jootmine polü propüleenist torud
Kaasaegsed remonditehnoloogiad ja -materjalid võimaldavad teil oma kätega insenerikommunikatsiooni kokku panna, ilma spetsialistide abita. Väga lihtne on leida õppevideoid, mis näitavad selgelt, kuidas seda teha. Siiski on mõningaid nüansse, mida on kõige parem õppida üksikasjalikest kirjalikest ülevaadetest. Analüüsime näiteks, kuidas jootma polüpropüleentorusid, kuidas järgida kõiki tehnoloogia etappe ja vältida enamlevinud vigu isemonteerimisel.
Eelnevalt on kasulik end kurssi viia tehnilised omadused polüpropüleenist torud ja uurige, kuidas nende kuumakindlus ja termiline pikenemine võivad mõjutada kokkupandud torustiku tööd. Ja juba selliseid teadmisi arvesse võttes viige läbi kiirtee paigaldamine.
Kuumakindlus ja termiline pikenemine
Propüleen on tugev plastik, kuid see kaotab teatud tehnilistes tingimustes oma stabiilsuse. Materjal kaotab oma kõvaduse ja seega ka kuju, kui jahutusvedeliku temperatuur tõuseb + 140 kraadini. Kui aga vaadata tehnilist andmelehte, siis annavad tootjad märksa tagasihoidlikumad näitajad. Nad soovitavad valida küttesüsteemi paigaldamiseks propüleentorud, kus jahutusvedeliku temperatuur ei tõuse üle +95 kraadi. Miks nii suur vahe? Miks eksperdid ei soovita toiteküttetrasside paigaldamisel kasutada polüpropüleeni?
Sest rohkemaga kõrged temperatuurid kirjeldatud materjal muudab oma lineaarseid mõõtmeid. Kuumutamisel vajuvad torud tugevalt alla ja sellisel juhul tekkiv stress võib kaasa tuua tõsiseid tagajärgi ohtlike kommunaalõnnetuste näol. Nende polüpropüleeni puuduste kõrvaldamiseks on mõned tehnikad.
Näiteks on küttesüsteemi paigaldamisel vaja kasutada lihtsate plasttorude asemel tugevdatud tooteid. Nende lineaarse pikenemise koefitsient on 5 korda väiksem kui tavalisel plastil, nii et neist kokkupandud torujuhe suudab taluda 5 korda suuremat survet.
Kuid isegi tugevdatud torude kasutamise korral on vaja paigaldada paisumisvuugid - spetsiaalsed U-kujulised painded, mis on kokku pandud sirgetele toruosadele. Jahutusvedeliku temperatuuri tõusuga võimaldab see elastsetel torujuhtmetel sirgeks jääda, kuna U-kujuline väljalaskeava kitseneb veidi.
Märge! Torude kokkupanekul on parem ühendada mõlemad lähenemisviisid ja kasutada U-kujuliste harudega klaaskiuga tugevdatud võimalusi.
Tugevdamine
Enne kirjeldatud torude jootmist peate välja selgitama, millist tüüpi polüpropüleeni nad kasutavad:
- Tugevdatud klaaskiuga.
- Tugevdatud alumiiniumiga.
Ise-ise jootmine on lihtsam kui esimene variant ja keevitamine ei erine sel juhul tavalise plasti keevitamisest. Alumiiniumiga tugevdatud torud tuleb esmalt puhastada. Selleks vajate spetsiaalset tööriista terava noa kujul - pardlit. Kui kasutatakse musti torusid, kus tugevduskiht asub kahe plastkihi vahel, tuleb eemaldamiseks võtta trimmer - kitsas nuga, mis võimaldab eemaldada otsa küljelt.
Torude valimine kütteks
Kütte paigaldamise materjali valimine pole tegelikult nii keeruline. Kaasaegne turg pakub nelja võimalust ja igal neist on oma märgistus:
- Polüpropüleen kaubamärgi PN 10 all on ette nähtud "sooja põranda" süsteemi ja külma veevarustuse kokkupanekuks.
- Juhtmete ühendamiseks saab kasutada marki PN 16 külm vesi ja kütte paigaldamine, milles jahutusvedelik ringleb madala töörõhu all.
- Kaubamärk PN 20 on universaalne variant, mis talub töörõhku 2 MPa ja jahutusvedeliku temperatuuri +80 kraadi.
- Kaubamärk PN 25 - tugevdatud polüpropüleenist toru, mis sobib kütte- ja soojaveesüsteemide paigaldamiseks jahutusvedeliku temperatuuriga kuni +95 kraadi.
Kust saada jootekolbi?
Peamine jootmise tööriist on jootekolb, millega luuakse tihendatud õmblused. Seda saab osta poest, laenutada sõpradelt või rentida spetsiaalsetelt ehitusettevõtetelt. Nii et sellega seoses probleeme ei teki.
Tööriista ostmisel peate valima selle, mis võimaldab teil teha kõiki vajalikke toiminguid. Reeglina ei pea te oma kätega torustiku ja kütte kokkupanemisel ostma suure hulga düüsidega uhkeid mudeleid. Jootekolvi võimsus mõjutab ainult selle kuumutamise kiirust, kuid mitte protsessi ennast, seega pole mõtet üle maksta.
Märge! Odavatel mudelitel on 3 düüsi 20, 25 ja 32 mm läbimõõduga plasttorude kogumiseks. Sisekommunikatsiooni juhtmestiku paigaldamiseks kasutatakse just sellise läbimõõduga torusid.
Seadmed polüpropüleenist torude keevitamiseks
Keevituskolb on üsna lihtsa konstruktsiooniga. Peamine asi selles on kütteelementidega varustatud tald. Tald on varustatud erineva läbimõõduga aukudega. Neile saate kinnitada düüsid, millega torud on joodetud. Küttetemperatuuri “juhib” korpusel asuv termostaat.
Sellega saate määrata kraadi. Nende väärtused on märgitud juhistes ja tabel avaldatakse Internetis. Temperatuur on vaja seada sõltuvalt keevitavate materjalide tüübist. Näiteks polüetüleentorude jootmiseks valitakse režiim 220 kraadi ja polüpropüleenist torud - 260 kraadi.
Lisaks jootekolvile töö ajal võib teil vaja minna:
- Rulett.
- Pliiats.
- Rauasaag metallile.
- Terav nuga.
- Käärid polüpropüleeni lõikamiseks.
- Pardel.
Jootmise tehnoloogia

Keevitustehnoloogia
Lihtsaim juhend polüpropüleenist torude õige jootmise kohta on järgmine:
- Keevitusmasin on varustatud spetsiaalne stend. Sellele asetatakse jootekolb ja ühendatakse pistikupessa. Kuid kõigepealt sisestatakse jootekolvi auku hülss.
- Polüpropüleeni otsad valmistatakse ette. Kui see on tugevdatud klaaskiuga, pole seda vaja töödelda. Alumiiniumtugevdatud materjal tuleb lõigata faasimise ja markeriga märgistamise teel. See aitab kontrollida toru jootekolvi hülsi sukeldamise sügavust.
- Esiteks mõõdame ja lõikame ära soovitud segmendi, lisades sellele 25 mm - need sisestatakse jootmisel liitmikusse.
- Kui jootekolb saavutab soovitud temperatuuri, kuulete iseloomulikku heli. Seejärel sisestatakse düüsi ühel küljel ühendus ja teiselt poolt ettevalmistatud toru.
- Tabelis näidatud aeg registreeritakse. Tavaliselt võtab jootmine aega 4 kuni 10 sekundit. Kui hülss ja toru on jootekolvis, ei saa neid pöörata ega liigutada. Te ei saa neid puudutada isegi pärast osade eemaldamist jootekolbist. Valitud temperatuur võimaldab teil teha suletud õmblust.
Nagu näete, on polüpropüleenist torude keevitamise tehnoloogia üsna lihtne. Õmbluste tegemiseks on vaja järgida ainult teatud reegleid.
Siin on peamised:
- Eemaldage kindlasti faasid. Muidu võid ühendamisel plastiku üles tõsta ja õmblus ei jää õhutihedaks.
- Kui kaks osa on omavahel ühendatud, ei saa neid kerida.
- Nii liitmik kui toru tuleb sisestada teineteisesse, kuni see peatub.
- Te ei saa puhastada düüsi, mis on kaasasoleval jootekolbil. Sulanud plastikust saab kõige paremini eemaldada jämeda lapiga, tõmmates juhet väljalaskeavast.
Jootmine elektrofusiooniga
Polüpropüleenist torusid saate oma kätega jootma, kasutades jootekolvi asemel elektrilist ühendusmuhvi. Sel juhul on protsess veelgi lihtsam ja tootlikkus peaaegu kahekordistub.
Polüpropüleenist torude jootmine ise
Samamoodi valmistatakse ette tugevdatud torude servad. Osade ühendamisel kasutatakse klambreid. Elektriline sidur on ühendatud võrku. Seadmega on kaasas tabel ja juhend, kuidas jootma peab ja mis aega on vaja vastu pidada. Elektroodid kinnitatakse siduri korpuse külge ja kuumutamisaeg seadistatakse käsitsi. Siduri korpusel on monitor, kus kuvatakse info, et jootmisaeg on läbi. Keevitamine on hästi tehtud. Abielu on võimalik ainult ühel juhul - kui spiraalides on defekte.
Mugavam on kasutada elektrilist sidurit kui jootekolbi:
- Esiteks on selle abil võimalik torustiku kokkupanekuaega poole võrra vähendada, kaotamata seejuures selle kvaliteeti.
- Teiseks on siduri abil lihtsam ühendada raskesti ligipääsetavates kohtades paiknevaid liitekohti.
- Kolmandaks on kirjeldatud seade odavam, kompaktsemate mõõtmetega ja mugavam töötada. Puuduseks on ainult üks - väikese läbimõõduga torusid on võimatu keevitada elektriühenduse abil.
Üldistus teemal
Pärast pakutud materjali hoolikat lugemist ja koolitusvideo vaatamist saate hõlpsalt oma kätega torujuhtme kütte-, külma- ja kuumaveevarustuseks kokku panna. Lisaks teate nüüd, kuidas polüpropüleenist torusid jootma. On vaja ainult arvesse võtta kõiki olemasolevate tehnoloogiate nüansse ja rangelt järgida keevitamise reegleid.
Kütteveevarustuse seadme polümeertorusid on kasutatud enam kui tosin aastat. Neil on palju eeliseid, sealhulgas ühendustehnoloogiate lihtsus, mis on tugevad ja vastupidavad. Polümeertorude ühendamise kõrge kvaliteet, nimelt liitekohtade tihedus, on tingitud polümeermaterjali omadustest ja nendel omadustel põhinevast paigaldustehnoloogiast. Küttetorustiku fragmentide ühendamise protsess, mida tavaliselt nimetatakse jootmiseks või keevitamiseks, on iseseisvaks teostamiseks tehniliselt saadaval ja ei nõua kalleid tööriistu. Seetõttu viiakse sageli läbi plasttorustike paigaldamine omal käel, töö käigus jootmisoskuse omandamine.
Nende oskuste lihtsamaks ja vähemate vigade omandamiseks käsitleme üksikasjalikumalt polümeertoodete jootmise protsessi.
Plastist on valmistatud järgmist tüüpi polümeertorud:
- polüetüleen (PE);
- ristseotud polüetüleenist (PE-X);
- polüpropüleen (PP);
- polübuteen (RV);
- polüvinüülkloriidist (lühend kirillitsas - PVC);
- klaaskiud;
- metallplastist.
Loetletud materjalidest sobivad küttesüsteemi paigaldamiseks polüpropüleen, ristseotud polüetüleen, kõrge temperatuurikindel polüetüleen, polübuteen ja metallplast. Ja nendest viiest kuumakindlast materjalist saab ainult kolme ühendada jootmise teel.
Jootetorud kütmiseks:
- polüpropüleen (RV);
- valmistatud kõrge temperatuurikindlast polüetüleenist (PE-RT);
- polübuteen (RV).
Seda tüüpi torukujuliste toodete keevitustehnoloogial on nii kõikidele materjalidele ühised komponendid kui ka ainult ühele sordile omased individuaalsed omadused.
Polümeertorude jootmise protsessi ja meetodite olemus
Polümeertorude keevitamist kasutatakse torujuhtme fragmentide omavaheliseks ühendamiseks, ühendamiseks küttekontuuri sulgeventiilid, mõõte-, juhtimis- ja ohutusseadmed. Nende küttesüsteemi komponentide liitekohad on ühendatud kolmel viisil, millest igaüks on sisuliselt lähemal jootmisele või keevitamisele, kuid lihtsuse huvides võib seda nimetada mõlemaks terminiks:
- difusioon - ühendamisviis, rakendades survejõudu kõrgendatud temperatuuril ilma joodist kasutamata (keevitus);
- elektriliitmik - erineb difusioonist ainult liitmike konstruktsiooni ja protsesside automatiseerimise (keevitus) poolest;
- külm - fragmentide ühendamine vaheaine abil, jootmine (jootmine).
Esimesed kaks meetodit seisnevad ühendatavate pindade molekulide tungimises üksteise sisse survekoormusel pärast nende kuumutamist teatud temperatuurini, mis on tüüpiline keevitamisel.
Külmmeetod seisneb mehaanilises ettevalmistamises, liidetavate pindade puhastamises, keevismassi pealekandmises ja toodete ühendamises lühiajalise fikseerimisega tööasendis, mis on vajalik joote - jootmisprotsessi elemendi - seadistamiseks.
Viimane ühendusviis on vähem usaldusväärne, kuid see on mugav fragmentide paigaldamisel raskesti ligipääsetavatesse kohtadesse.
Tööriist polümeerküttetorude ühendamiseks
Iga plasttorukujuliste toodete paigaldamise meetodi jaoks on olemas teatud põhi- ja abitööriistade komplekt. Mõnest neist, abist, saab loobuda, asendades need ettenähtud otstarbel sarnaste vastu.
Tööriist polümeertorude paigaldamise difusioonimeetodiks
Plasttorutoodete difusioonühenduse teostamiseks on vaja ka tööriistakomplekti, millest igaüks on mõeldud konkreetseks toiminguks. Mõelge nendele seadmetele, asetades need loendisse tähtsuse vähenemise suunas.
Plasttorude keevitusmasin
See on spetsiaalse elektrikeevitusseadme nimi, mida rohkem tuntakse torude jootekolbina või -kolbina.
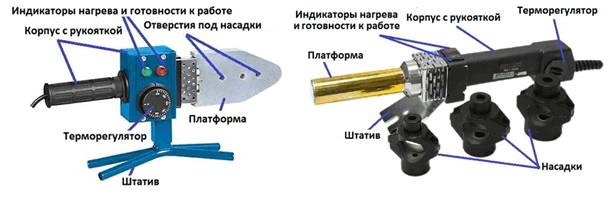
Kere ja platvormi kuju järgi jagunevad jootekolvid xiphoid- ja silindrikujulisteks versioonideks ning see pole ainult visuaalne erinevus.
Kodumajapidamises kasutatavad mõõgakujulised seadmed on levinumad, kuna selliste mudelite düüside paigutus on lihtne ja tööriista hind seetõttu madalam.
Silindrilise korpusega jootekolvid on kompaktsemad, nende düüside konfiguratsioon on keerulisem ja kinnitus jäigem. Lisaks on silindriliste triikraudade töötemperatuur stabiilsem - selle erinevused tsüklilise sisse- ja väljalülitamise vahel on väärtuselt väiksemad. Seetõttu on sellise tööriista maksumus kõrgem ja seda kasutavad peamiselt spetsialistid.

Torude jootekolb seade
Polümeertorude jootmise seade koosneb järgmistest elementidest:
- käepidemega ümbris;
- valatud kolmnurkne (xiphoidal) või silindriline platvorm kinnituste kinnitamise võimalusega;
- termoelektriline kütteseade (TEN) valatud platvormi sees;
- termostaat;
- Teflonkattega eemaldatavad otsikud erineva läbimõõduga torudele;
- indikaatorlambid kütte ja tööriista töövalmiduse jaoks;
- statiiv paigaldamiseks horisontaalsele pinnale;
- elektri toitejuhe.
Plasttorude keevitusmasina omadused
Toru jootekolvi peamine parameeter on võimsus, kuna see määrab:
- selle masinaga keevitatud polümeertorude suurim läbimõõt;
- raua kuumutamise kiirus;
- jõudlus - eelmiste tegurite tagajärg.
Koduseks kasutamiseks mõeldud seadet ostes ei tasu aga juhinduda põhimõttest “võimsam, seda parem”. Sel juhul on taotlemata liigne võimsus tarbetu kulu seadme kallinemise ja ebatõhusa elektrikasutuse näol. Kodumajapidamises kasutatava jootekolvi optimaalne võimsus määratakse lihtsa arvutusega: kasutatavate torude maksimaalne läbimõõt millimeetrites korrutatakse 10-ga ja minimaalne väärtus saadakse vattides, millele peate lisama 10%. Näiteks 40 mm läbimõõduga polüpropüleentorude keevitamiseks on vaja triikrauda minimaalse võimsusega 400 vatti. Kui võtta arvesse, et eramajas ei kasutata kütmiseks üle 60 mm läbimõõduga plasttorusid, siis keevitamiseks on seadme optimaalne võimsus 700 vatti.
Kui võtame arvesse kolmanda osapoole tellimuste täitmise tõenäosust, siis on vaja osta võimsam triikraud (1,5–1,8 kW), millega saate ühendada torusid läbimõõduga 100 mm või rohkem.
Tööriista ligikaudsed võimsuse väärtused torude läbimõõdu suhtes:

Seega on keevitusmasina võimsus ja selle jaoks mõeldud düüside läbimõõt omavahel seotud tegurid.
Tähtis! Kui ostetakse triikraua komplektis suurema läbimõõduga lisadüüsid, tuleb seda teha vastavalt tööriista võimsusele.

Lisaks läbimõõdule iseloomustab otsikuid ka nende disain - soojusjuhtivuse väärtus (kõrgem - parem), samuti teflonkatte paksus ja kvaliteet. Seda on visuaalselt võimatu kindlaks teha, kuid abiks on teiste käsitööliste triikraudade kasutamise kogemus - professionaalide seas väljakujunenud mudelid on üsna hästi teada, ostmisel peate ainult kontrollima tefloni mehaaniliste kahjustuste puudumist. Mis puutub torude jootekolbi tootvate riikide mitteametlikku reitingut, siis see näeb välja järgmine:
- Saksamaa;
- Tšehhi;
- Venemaa;
- Türgi;
- Hiina.
Professionaalseks kasutamiseks on parem osta kahe esimese positsiooniga tööriist, produktiivne ja vastupidav. Juhuslikuks kasutamiseks sobivad Hiina ja Türgi tooted. Venemaa tooted on majapidamisvajaduste ja professionaalse kasutuse piiril ning õige valik jõudu jätkub ka paljudeks aastateks.
Käärid polümeertorude lõikamiseks
Seda tööriista nimetatakse lihtsalt torukäärideks, torulõikuriks või torulõikuriks. Torulõikur võimaldab polümeertoodete kiiret lõikamist ilma märkimisväärseid jõude rakendamata, tehes jämevaba lõikeserva, mis lihtsustab toru keevitamiseks ettevalmistamist.
Sellel tööriistal on 4 sorti, mis on loetletud disaini ja maksumuse keerukuse suurenemise järjekorras:
- põrkmehhanismiga täppiskäärid - lihtne ja lihtsalt kasutatav tööriist, mis erineb lõigatavate torude maksimaalse läbimõõduga (läbimõõt kuni 42 ja kuni 75 mm);
- automaatne püstolikujuline torulõikur - tööpõhimõttelt sarnane eelmisega, kuid vähem pingutust nõudev tööriist, universaalne torude läbimõõtude jaoks ja mugav ühe käega seinale kinnitatud torujuhtme lõikamiseks ja demonteerimiseks;
- rulltoru lõikur - väga lihtsalt kasutatav seade, mis lõikab toru mööda kettatera veeredes;
- torulõikur-giljotiin - käsitsi või elektriajamiga tööriist, mis lõikab klambrisse kinnitatud toru.

Plasttorude eemaldamise tööriist
Kui on vaja keevitada alumiiniumfooliumiga tugevdatud polümeertoru, siis tuleb eemaldada tugevduskiht, vastasel juhul ei saavutata keevisvuugi tugevust ja vuugi tihedus on nullilähedane.
Selle ettevalmistava protseduuri tööriista nimetatakse pardliks, eemaldamishülssiks või toimingu nimetuse järgi eemaldamiseks ja seda toodetakse kahte tüüpi tugevduse jaoks.
Kui fooliumtugevdus asub pinna lähedal, asetatakse toru lõikele teise mudeli pardel, mis sees asuva teraga pööramisel eemaldab toote pealmise kihi koos alumiiniumiga ja lõpetab lõike.

Kui armatuur tehakse seina paksuses, siis eemaldatakse foolium teatud sügavusele polümeerikihtide vahelisest soonest. Sellist vuugi töötlemist enne keevitamist teostab teist tüüpi eemaldamishülss.

Ülejäänud polümeertoodete keevitamiseks vajalikest tööriistadest võib mainida mõõdulinti ja markerit mõõdetud märkide pealekandmiseks.
Tööriist plasttorude elektriliitmike paigaldamiseks
Peamine töövahend ja samas paigaldusdetail on antud juhul elektriliitmik - üks ühenduselementidest (muhv, haru, tee), mille sees on väljapoole välja toodud kontaktidega elektriküttekeha. Seetõttu on tööriista kirjeldus samal ajal lühike juhis selle seadme kasutamiseks.
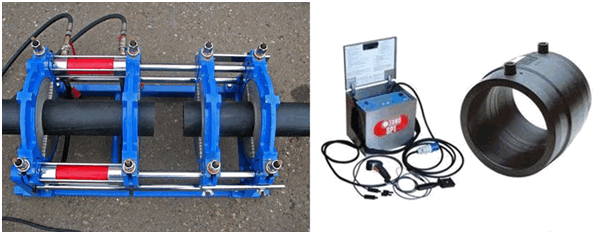
Ühendatavad killud sisestatakse elektriliitmikusse ja fikseeritakse spetsiaalses seadmes, misjärel viiakse läbi aegrelee liitmiku kontaktidele pinge spetsiaalsest keevitusmasinast. Elektriliitmiku sees oleva elemendi kuumutamine põhjustab kontaktpindade polümeeri sulamise ja nende tugeva ühenduse läbi liitmiku.
Selle meetodi eeliseks on tehnoloogia lihtsus ja paigaldamise kõrge tootlikkus, mis on oluline suurte tööde tegemisel.
Puuduseks on keevitusmasina ja ühenduse elektriliitmike kõrge hind, mis muudab selle jootmismeetodi kodus ebapopulaarseks.

Plasttorude külmkeevitamine
Polümeeridest valmistatud küttetorude külmjootmine toimub spetsiaalse keevitusmassi (jootmine, liim) abil. Joote koostis sisaldab komponente, mis pehmendavad liimitavate detailide kontaktpindade materjali ülemist kihti.
Torude pinnad puhastatakse ja rasvatustatakse, mille järel valmistatakse joote - sõltuvalt jõudluse konsistentsist, segatakse või pehmendatakse, sõtkutakse käsitsi.

Seejärel kantakse kontaktpindadele keevitusmass ja tooted ühendatakse. Ühendus fikseeritakse tööasendis ligikaudu pooleks minutiks (kinnitusaeg on toodud kasutusjuhendis), misjärel ühenduskoht vabastatakse, kuid lõpliku tugevuse saab see päeva pärast.
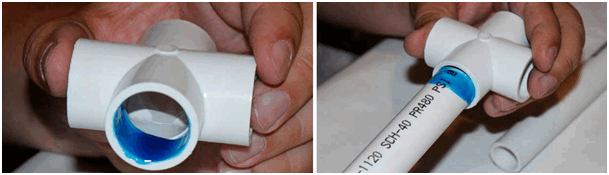
Polümeertorude ühendamine külmkeevitusega ei jää tugevuselt alla difusioonimeetodile, kuid sellel on madal kuumakindlus, seetõttu ei kasutata seda kütmiseks - ainult külma veevarustussüsteemide paigaldamiseks, mis on loomulikult puuduseks.
Eelis - teostamise lihtsus, mis ei nõua spetsiaalse elektrilise küttetööriista ostmist.
Polümeersete soojustorude ühenduste tegemine
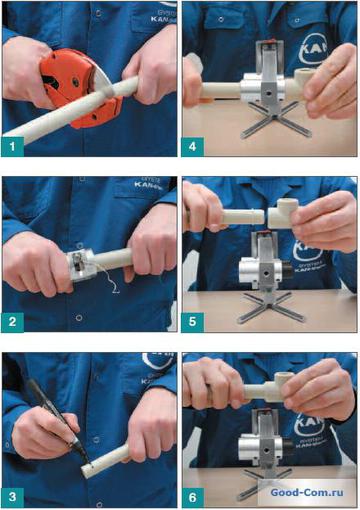
Mõelge plasttorude kõige tavalisema ühendamise tüübi - difusioonkeevitamise - teostamise tehnoloogiale, mille jaoks kirjeldame polüpropüleenist valmistatud küttetorude jootmise järjestust, kuna tänapäeval on laialt nõutud polümeermaterjali kõrged omadused.
Toru soovitud pikkus mõõdetakse mõõdulindiga ja lõikekohale kantakse markeriga märk. Torukäärid teevad ebavajalikust materjalitükist kontrolllõike, et kontrollida tööriista teravust ja lõikeserva kvaliteeti. Seejärel lõigatakse soovitud fragment torulõikuriga ära ja toru ots töödeldakse trimmeriga - eemaldatakse pursked, foolium ja tehakse väline faasimine.
Tähtis! Kuni 50 mm läbimõõduga toru lõikejoon teostatakse risti toru teljega. Üle 50 mm läbimõõduga lõigatakse ots 35-40% nurga all, et vältida toru kokkuvarisemist liitmikusse sisestamisel.
Valige soovitud kinnitus:
Tund pärast jootmist on torustik töövalmis.
Vajalikud andmed termiliste protsesside kestuse kohta seoses torude läbimõõduga on kokku võetud tabelis:

Tähtis! Tabeli andmed põhinevad temperatuuridel keskkond+20 kraadi juures. Väiksemate väärtuste korral pikeneb kütteaeg vastavalt - üks testühendus võimaldab seda parandada.
Järeldus
Polüpropüleenist küttetorude keevitamine ei ole keeruline, vaid vastutustundlik tegevus. Täitmise viga või hooletus on tõsiste tagajärgedega isegi küttesüsteemi proovitöö ajal, seetõttu on parem seda esimest korda teha mentori juhendamisel - täitmisprotsessil on palju väikseid nüansse, mis kogemuste puudumine, ei pruugi arvesse võtta.
Artikli põhiolemus
- Oluline on kindlaks määrata materjalide loetelu kütte plasttorude valmistamiseks, mille ühendamine on võimalik jootmise teel.
- Õige tööriista valimine – säästa paigaldustöödelt.
- Keevitustehnoloogia järgimine on kvaliteetse keevitamise ja õnnetuste tõenäosuse vähendamise võti.
Tänu erilisele kliimatingimused Meie riigis on väga raske ette kujutada korterit või maja ilma küttesüsteemita. Talve ilma radiaatorite ja akudeta on väga raske üle elada. Seetõttu on see polüpropüleenist torudest valmistatud küttesüsteemi paigaldamisele pühendatud artikkel väga asjakohane, eriti külma ilmaga. Miks me kasutame põhimaterjalina polüpropüleenist torujuhet, saate teada artikli järgmisest jaotisest.
Turul ehitusmaterjalid leiad palju mitmesugused torud, metall, plast jne. Polüpropüleenist torud on kõige populaarsemad. Nende kasutamist ei soovita mitte ainult tavatarbijad, vaid ka oma ala professionaalid.
Polüpropüleenist torude küttesüsteemi levimus on otseselt seotud nende positiivsete omadustega:
- need on keskkonnasõbralikud;
- vastupidav ja usaldusväärne;
- neil on pikk kasutusiga, õige kasutamise korral võivad polüpropüleentorud kesta kuni 50 aastat;
- torud on vastupidavad välismõjudele;
- ei ole korrosioonile alluvad;
- isegi pärast pikka aega hoiavad torud oma sisepinna siledana, mis võimaldab vee kiiret ja takistamatut ringlust;
- paigaldamise lihtsus;
- ei vaja keerulist mehaanilist töötlemist;
- polüpropüleenist torudel on madal erikaal;
- on suhteliselt madalate kuludega.
Polüpropüleenist torudest kütte paigaldamise ainsaks puuduseks on see, et kaptenil peavad olema teatud seadmed jootmiseks ja keevitusmasinaga töötamise oskused. Vähem kriitiline puudus on polüpropüleeni madal tulekindlus.
Kui otsustate oma kätega paigaldada kütte polüpropüleenist torudega , Keevitusmasinat pole vaja osta, selle saab rentida või sõpradelt küsida.
Kuidas ühendada polüpropüleenist torusid? Põhilised viisid
Polüpropüleenist torudest küttesüsteemi loomiseks oma kätega peate mõistma, kuidas neid ühendada. Jootmist on mitut tüüpi, need jagunevad sõltuvalt toru suurusest.
Kui torujuhtme läbimõõt on kuni 63 mm, ühendatakse selle osad kahel viisil:
- pistikupesa keevitamise tehnoloogia;
- pesa keevitamise teel.
Esimene viis on kõige lihtsam. Lihtsamalt öeldes on ühendamise põhimõte järgmine: toru üks ots siseneb teise spetsiaalselt laiendatud otsa.
Polüpropüleenist torudega kütte jootmise ühendamine hõlmab spetsiaalse osa - haakeseadise - kasutamist, mis sisaldab kahte ühendatud osa. Kui torujuhtme jaoks on ette nähtud keermestatud ühendus, tuleb kasutada spetsiaalseid pistikupesasid.
Suure läbimõõduga torusid saab jootma "tagumikku". Seda peetakse kõige rohkem usaldusväärsel viisil alused.

- käsitsi keevitusmasin;
- polüpropüleenist torud;
- kütteelement - varrukas;
- pihustid erineva läbimõõduga;
- puidust spaatliga või kaltsuga.
Käsikeevitusseade sobib kuni 40mm läbimõõduga torude ühendamiseks. Laiemate torude jaoks on vaja fikseeritud paigaldust, mis eelnevalt joondatud.
Initsiatiivsoojuse ülekandmiseks polümeerielementidele on vaja soojendushülsi. See sulatab pistikupesa välimise ja sisemise kihi, et saada toru laiendatud osa. Tänu sellele, et varrukad on kaetud tefloniga, ei kleepu sulanud materjal küttekeha külge. Need osad on eemaldatavad, nii et neid saab pärast tööd kergesti eemaldada.
Enne töö alustamist paigaldatakse statsionaarne aparaat nii, et see seisaks paigal ja ei kõiguks. Enne ühendamist paigaldatakse kõik düüsid eelnevalt. Tõhusaks ühendamiseks peab keevitusmeistril olema piisavalt vaba ruumi, vastasel juhul võivad töös tekkida ebatäpsused. Kui kahtlete oma võimetes, on parem abi saamiseks pöörduda spetsialisti poole.
Eksperdid soovitavad hoolikalt jälgida tööpinda, puhastades selle järelejäänud polüpropüleenist. Saate selle eemaldada puidust spaatliga. Seda tuleb teha kohe, kui polümeeril pole olnud aega kõveneda.
Pistikupesa keevitamise omadused
Selle tehnoloogia polüpropüleentorude paigaldamine nõuab teatud nõuete täitmist:
- peate torusid lõikama 90 kraadise nurga all, selleks on soovitatav kasutada teravat nuga või käärid;
- tugevdatud torud, metallkest tuleb eelnevalt eemaldada;
- paigaldustööd hõlmavad keevitusmasina kasutamist, seega peate jootmisprotsessi alustama ainult kinnastega;
- siis peate kõik pihustid soojendama temperatuurini 260 kraadi;
- peate liitmikud kiiresti ja täpselt ühendama, kontrollides protsessi. Ebaühtlase õmbluse või moonutuste ilmumine on vastuvõetamatu.
- pärast jootmist peate laskma õmblusel kõveneda.
Polüpropüleentorudega kütte paigaldamise nõuded

- Töötamisel on vaja kasutada materjale ilma saastumise ja kahjustusteta, seetõttu tuleb transportimisel ja ladustamisel järgida kõiki normi nõudeid. Meeste jaoks suudavad ainult puhtad ja kuivatatud osad luua õhutiheda ja hermeetilise ühenduse.
- Polüpropüleenist torustikku tuleb hoida kuivas kohas, eemal lahtisest leegist.
- Transportimisel peate olema ettevaatlik ja kaitsma torusid mehaaniliste mõjude eest.
- Kvaliteetne torude jootmine on võimalik ruumis, mille temperatuur on vähemalt 5 kraadi Celsiuse järgi.
- Torude jootmisel on hädavajalik kasutada ühendusosi.
- Keeret ise lõigata ei saa, torude sel viisil ühendamisel peate kasutama spetsiaalseid liitmikke.
- Torujuhtme töökindel ühendus on tagatud, kui kasutate paigaldamisel teflonteipi või muud tüüpi tihenduskangast.
Polüpropüleentorudega kütte jootmise paigaldamine: video
Küttesüsteemi projekteerimine
Kõige tavalisem küte eramajas polüpropüleenist torudest . Tavaliselt algab iseseisev paigaldustöö küttesüsteemi projekteerimisest. Majades on boileri paigaldamiseks ette nähtud eraldi ruum, korterites riputatakse see sageli kööki või esikusse.
Küttesüsteemi planeerimine on väga oluline etapp, selle rakendamise kvaliteet sõltub maja või korteri kütmise efektiivsusest tulevikus.
Kõigepealt koostatakse polüpropüleentorudest kütteskeem. Joonisel on näidatud radiaatorite arv, seinte läbimise kohad ja torujuhtme pöörete arv. Küttesüsteem peab olema projekteeritud nii, et tagasivoolutoru oleks katla sisselaskeava tasemel. Kui see on sellest allpool, on vee ringlus keeruline. Järgmisena peate skemaatilise plaani kohaselt arvutama torude pikkuse ja liitmike arvu ühendamiseks.
Küttesüsteemi saab paigaldada ühe kahest skeemist:
- top täitmise tehnoloogia;
- põhjareostuse skeemi järgi.
Esimene küttesüsteem põhineb temperatuuride erinevusest tingitud jahutusvedeliku voolul. Ülemine leke on eramajades ja suvilates väga levinud, selle paigaldamiseks pole vaja raha kulutada ja pumpa osta. Lisaks on see skeem kõige lihtsam ja usaldusväärsem variant, eriti neile, kes plaanivad torujuhtme iseseisvalt paigaldada.
Põhja täitmise tehnoloogia on keerulisem. See nõuab vee sundvoolu küttekontuuri. See saavutatakse küttesüsteemi sisseehitatud spetsiaalse pumba abil. Vaatamata lisakuludele on see skeem populaarne kõrghoonetes. Lisaks saab selle seadme jaoks kasutada väiksema läbimõõduga torusid.
Lisaks ülalkirjeldatud küttesüsteemide klassifikatsioonile eristatakse ühe-kahe toruga skeeme madalama ja külgmise ühendusega patareide või radiaatoritega.
Näpunäiteid polüpropüleenist torudest küttesüsteemi paigaldamiseks
Seadmele pannakse otsik, see peab vastama toru läbimõõdule. Torujuhtme ots kombineeritakse otsikuga ja soojendatakse. Kütteaeg sõltub toru suurusest, näiteks 20mm torud kuumenevad 5 sekundit, 63mm läbimõõduga torusid on vaja hoida 24 sekundit.
Pärast seda protseduuri tuleb nende osad tihedalt üksteise vastu suruda ja hoida mitu sekundit. Tihe ühendus saavutatakse pärast osade jahtumist. Eksperdid soovitavad osade kuumutamise protsessi kontrollida, kuna ülekuumenemine võib provotseerida toru sees adhesioonide ilmnemist.
Pärast kõiki paigaldustöid, pärast jootmist, on soovitatav kontrollida ühenduse kvaliteeti. Selleks peab kapten korraldama süsteemi puhumise. Kui kontrolli käigus takistusi ei leita, siis töö on tehtud kvaliteetselt, keevitus on nakkevaba.
Selles artiklis kirjeldati polüpropüleenist torudest küttesüsteemi paigaldamise protsessi. Järgides juhiseid, saate kogu töö ise teha, ilma spetsialiste kaasamata.