
Plastic pipes for outdoor heating networks. Types of pipes used in the laying of heating networks. The ending
O. P. Sultanov, General Director,
PO TVEL, St. Petersburg
Heat and water networks are truly the Achilles' heel in domestic heat and water supply systems, due to their deterioration, poor quality of water treatment and many other well-known factors. It has long been clear that the old technical solutions have exhausted themselves and new ones are required. Hi-tech. Plastic pipelines, as an alternative to steel pipelines, are one of such ways, which has proven itself in many countries.
It is clear that the implementation of this technology requires an understanding of the specific problems associated specifically with the use of plastic in conditions high pressure and elevated temperatures.
So, it is known that the use of conventional polyethylene as a material for pipes is possible only for cold water supply, but not for heat supply due to the low long-term strength of polyethylene.
An alternative to conventional polyethylene can be a material such as cross-linked polyethylene, which has strength properties that allow its use in the production of pipes for heat supply.
There are several types of polyethylene - a product obtained by polymerization of ethylene:
■ low density (LDPE);
■ medium density (MDPE);
■ high density (HDPE);
■ over high molecular density
(UHMWPE);
■ cross-linked (PEX).
In conventional (raw or uncrosslinked) polyethylene (PE), the long molecules are not linked to each other in the polymer matrix. At the same time, mechanical properties such as stiffness, tensile strength, etc. strongly depend on relative position, "entanglement" of molecules. Therefore, it is not surprising that the possibility of forced coupling of molecules to each other is of great interest. The chemical bonding of molecules, known as "cross-linking", changes the properties of raw polyethylene to such an extent that it becomes possible to use the material for the manufacture of pipes in heat supply. (Note that physical crosslinking is also possible due to the presence of small inclusion particles; it is not considered here).
However, interest in crosslinking has also led to a fair amount of confusion about production methods and the benefits of a particular technology.
What is PEX?
PEX is the designation for cross-linked polyethylene. (P - poly, E - ethylene, X - cross-link symbol). There are three technologies for the production of PEX:
1. peroxide (heating in the presence of peroxides);
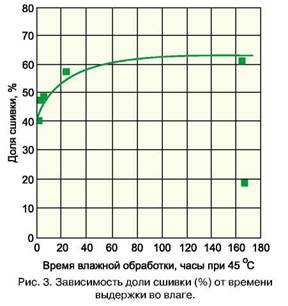
2. silane (moisture treatment of HDPE, in which silane + catalyst was previously implanted);
3. radiation (electron irradiation). In European standards, the designations are accepted respectively: PEX-A, PEX-B, PEX-C.
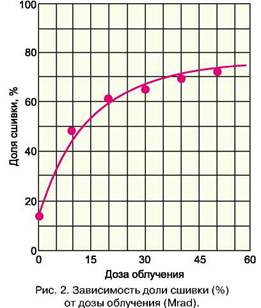
All three technologies cross-link individual polyethylene molecules with each other in different places so that a network is obtained. Accordingly, the concept of the degree or density of crosslinking (share of gel) in% is introduced, which reflects the proportion of the number of bonds between polyethylene molecules. The recommended value is 65-80%.
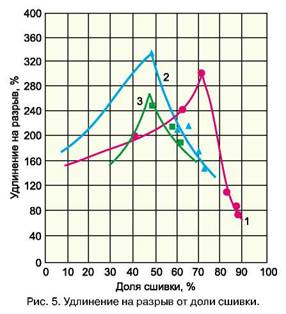
The main purpose of crosslinking is to obtain thermal stability of the pressurized material. For example, for pipes made of high density polyethylene (HDPE), the possibility of realizing continuous loads at a temperature of 60 ° C is extremely rare. After crosslinking, the operating temperature can reach 100-120°C. The specific limit depends on the initial density, degree and type of crosslinking. ESCR (resistance to cracking) is also significantly improved. The tensile stress remains the same or slightly higher, but the elongation at rupture becomes smaller. Crosslinking makes the polyethylene stiffer.
Cross-linked polyethylene is characterized by such parameters as:
Share of crosslinking;
Proportion of material in the form of a crystallite;
Breaking stress;
Elongation at break.
Technology
1. Peroxide. Peroxides are certain chemicals that are activated at elevated temperatures, generating free radicals. The radical abstracts a hydrogen atom from a carbon atom in the polyethylene chain, leaving a PE radical. Such an active molecule can combine with a similar one and form a bond - i.e. stitching.
The most popular peroxide is 2,5-dimethyl-2,5-di-(butylperoxy)hexane. At room temperature, in the liquid phase, it can be adsorbed on a wide variety of surfaces. At high (180-220 °C) temperature, it decomposes, forming free radicals.
Only this technology - peroxide - cross-links in the molten phase. Thanks to this, it is guaranteed random distribution"stitches" of crosslinking by melt volume. A consequence is also a lower density of the hardened material. This is where temperature control is essential. It is common for peroxide suppliers to take the trouble to provide the manufacturer with the necessary temperature-time dependencies.
2. Silane. This technology was born in the late 60s of the XX century. There are two varieties: monosil and sioplas.
Crosslinking occurs in the solid phase.
It is possible to produce large-section pipes using this technology that can withstand temperatures up to 110 °C.
3. Radiation. Electron irradiation of polyethylene at a moderate temperature does not require the addition of any substances. In practice, the pipe passes through the linear accelerator many times. The higher the dose (usually expressed in megarads), the greater the proportion of crosslinking that also occurs in the solid phase.
What's better?
The resulting cross-linked polyethylene structures and thermomechanical properties differ from each other with different technologies. To answer the question "which technology is better" - a comparison was made; the same material was used as the test sample - HDPE with implanted vinyl silane without catalyst.
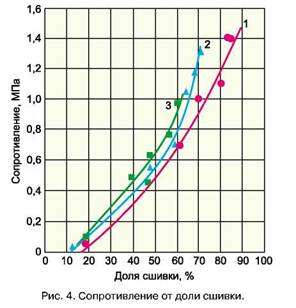
The process conditions for the three technologies - peroxide, radiation and silane (hereinafter referred to as 1, 2, and 3 in Fig. 1, 2, and 3, respectively) were as follows:
1. a mixture of raw materials with peroxides was processed at 170 ° C;
2. the raw material was irradiated with 1 MEV radiation;
3. mixture of raw material (95%) and accelerator (5%) exposed to moisture in humid air
(90% humidity) at 40°C.
Measurements during the experiments were carried out regarding:
Shares of crosslinking;
Behavior of the material during crystallization;
Melt properties (at 190 °C);
Resistance (at 150 OS);
Elongations at break (at 150 OS). Silane technology preserves crystallinity - one of the main parameters of the polymer.
As for the mechanical properties, from Fig. 4 and 5, it can be concluded that crosslinking is more homogeneous in the case of peroxide technology (curve 1). In general, the difference is not significant.
From a consumer point of view, any of the technologies gives similar results when all process conditions are met.
Silane technology is less demanding compared to peroxide technology and can be run on almost any extrusion equipment. The only disadvantage is the need to work the steam bath in strict accordance with the speed of the process. Silane technology in general allows for a more flexible and economical crosslinking process. In contrast to other methods, polyethylene is crosslinked with silane-oxygen-silane radicals rather than carbon-carbon radicals. The disadvantages of the radiation method include high cost. It is used more often in the production of heat-shrinkable sleeves or insulating material for cables. Its advantage over peroxide technology (the same, however, as silane technology) is that cross-linking takes place in an object that is ready in shape. Despite the shortcomings of this method, the number of its adherents is steadily growing.
Comparison of PEX with polypropylene
Polypropylene is obtained by polymerization of propylene. Its varieties are as follows:
■ homopolymer (PP-N);
■ block copolymer (PP-B);
■ random copolymer (PP-RC).
One of the main indicators of pipe quality is resistance to long-term loads, both from pressure and temperature. It should be noted a pronounced temperature-time dependence of the strength of polymer pipes.
On fig. Figure 6 shows the dependencies “permissible circumferential stress depending on the service life” for cross-linked polyethylene (PEX) and polypropylene (PP-C) at an operating temperature of 95 °C.
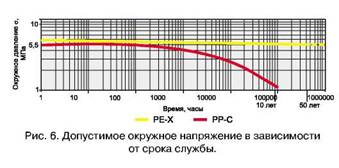
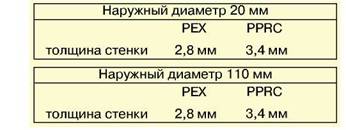
It can be seen that the rate of strength decrease with increasing temperature for polypropylene pipes is much higher than for cross-linked polyethylene. Let us compare, further, PEX and PPRC, taking in both cases pipes of the PN20 type (type PN40, for example, means, by definition, that this pipe can withstand a pressure of 40 atm at 20 ° C for 50 years) with different outer diameters of 20 and 110 mm and compare wall thickness:
The wall thickness of PEX pipes is less than for PP pipes.
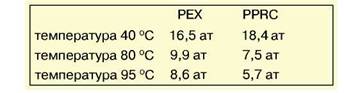
Now let's compare the allowable working pressures for PN20 pipes at different temperatures, but under one general condition: the service life is 50 years:
From this comparison it can be seen that PEX pipes are able to withstand high pressures at high temperatures than PPRC pipes. Mounting polypropylene pipes in the conditions of channelless laying, it is carried out by straight sections that require special technologies for connection (welding, soldering, glue). The strong stresses that occur in PPRC pipes require the installation of compensating devices. PEX pipelines are deprived of all these shortcomings - because they are flexible and self-compensating routes, the installation of which is carried out using bays. Replacement steel pipes on PEX in the conditions of the city wins before replacing with propylene ones, because it is in this case that a particularly virtuoso laying of the route is required, preserving the existing structure of other communications unchanged.
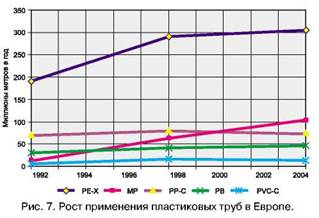
If we consider the trends in the use of different plastic pipes in Europe, then PEX is in the lead (Fig. 7).
It should be noted that in a number of regions of Russia there is experience practical application plastic pipelines in polyurethane foam insulation and a waterproof sheath made of polyethylene. It is interesting to note an example of replacing a worn-out heating main laid by a channel method in the city of Veliky Novgorod. The worn-out pipes were dismantled, and instead a plastic pipeline 50 m long and with a bearing pipe diameter of 110 mm was laid in the existing Z-shaped reinforced concrete box. During hydraulic tests he was in a sleepless state. At the time of applying pressure and temperature (7 atm, 50 °C), the pipeline did not show any signs of deformation.
V. Bukhin
Plastics are increasingly used in various engineering communications, and pipes from them, which have long been familiar in water supply and sanitation systems, more and more confidently and persistently push metal in pipelines with a coolant heated to 90-95 ˚С
You can subscribe to articles at
In terms of the length of district heating networks (approximately 370 thousand km in one-pipe terms), Russia ranks first in the world. At the same time, ¾ are distributing networks of pipes with a diameter of not more than 200-300 mm. Currently, 80% of pipelines of heating networks have exceeded the period of trouble-free service, and about a third are in emergency condition.
Resources - in a leaky tube
Leaks and unaccounted for water consumption in heat supply systems average 15-20% of the total water consumption in Russia. The main reasons for this are the massive channel laying of pipelines and the use of short-lived heat-insulating materials. The applied waterproofing made of fiberglass, waterproofing, plaster, as well as hydrophobization of fibrous materials do not protect them from moisture during long-term operation, and, consequently, from the deterioration of thermal characteristics and corrosion of steel pipes. real term operation of such pipelines for main networks is 12-15 years, distribution and quarterly networks - 7-8, hot water networks - 3-5 years, which is much less than the standard 25 years.
When heating networks are depreciated by 60%, the number of accidents increases exponentially, and the specific damage in the regions of Russia averages 1.8-2.2 per 1 km per year, with an allowable 0.3 (in the EU countries this figure is 0.1 ).
The total heat loss in district heating systems in Russia reaches 20% of the heat supplied, which is twice as high as in economically developed countries. At the same time, district heating systems in the Russian Federation provide heat consumption in the amount of more than 2 Tcal per year, which approximately corresponds to the annual heat consumption of all Western European countries and is almost 10 times higher than the heat consumption provided by district heating systems in these countries. Moreover, about 90% of the fuel savings obtained through combined methods of heat generation (cogeneration) are “lost” in heating networks. Domestic standards require that the rate of external corrosion does not exceed 0.03 mm/g (SNiP 41-02-2003. Heating network), the rate of internal corrosion should not exceed: weak - 0.04, medium - 0.05, strong - 0.2 mm/g. Higher values are already considered emergency. Therefore, one of the main ways to improve the reliability of pipe operation can be the use of more corrosion-resistant pipes, in particular, polymer pipes.

Polymeric materials for heating networks
To exclude the possibility of internal corrosion of pipelines, the most optimal is an industrially manufactured design made of polymer pipes. They are not subject to corrosion and overgrowth of the inner surface with various deposits.
However temperature conditions, which are not decisive when using steel pipes, in the case of using polymer pipes, they begin to play a decisive role. Heat supply pipelines are classified according to temperature control curves. Variety used in thermal networks temperature charts quite large, and in the temperature range of 95-135 °C they differ by 5 °C. However, these schedules are rather formal and do not reflect the actual situation in heating systems.
In real thermal loads much lower and reach their maximum values within only a few days in the coldest winters. Therefore, the availability of reliable pipes with an economically acceptable cost can initiate a change in the technical policy of heating companies and lead to a decrease in the standard coolant temperature, similar to the practice of most European countries. And the minimization of heat losses in external networks should be ensured by the use of modern efficient insulation.
On the Russian market, thermally waterproofed pipes made of polymeric materials (Table 1) are offered by the following companies: CJSC NPO Stroypolimer (Fryazevo village, Moscow Region, head office in Moscow), Thermaflex (Netherlands, head office in Russia in Shchelkovo, Moscow region), CJSC TVEL-PEKS (trademark isopex, St. Petersburg), Polymerteplo Group (trademark isoproflex); Watts Microflex (Belgium, distributor - Microflex-service LLC), Izostal LLC (GK "One Hundred and Third Trust", St. Petersburg).
|
Name companies |
Used polymeric materials |
Trademark |
||
|
Pipe material |
thermal insulation |
Waterproofing |
||
|
NPO "Stroypolimer" |
polypropylene |
polyurethane foam |
polyethylene |
TU 2248-013-41989945-2005 |
|
polybutene PB |
polyethylene foamed isobutane |
|||
|
ZAO TVEL-PEKS |
polyurethane foam |
|||
|
"Polymerteplo" |
Isoproflex |
|||
|
foamed polyethylene |
||||
|
Izostal LLC |
polyurethane foam |
|||
Table 1. Thermally waterproofed pipes made of polymeric materials
It is possible to use PE-RT type II (DOWLEXТМ2377) as a material for pipes, which also meets the requirements of prEN 15632-2, 2008-09. The use of pipes made of polymeric materials makes it possible to operate distributing heating networks from pipes of small diameter for 30-50 years, at temperatures up to 95 ° C and pressures of 0.4; 0.6 and 1.0 MPa, which meets the requirements of GOST R 52134. Moreover, polymer materials with higher MRS values (minimum long-term strength) have appeared on the market. For PP-R it is 8 and 10 MPa, and for PP-RCT - 11.2 MPa, for polybutene - 12.5 and 14 MPa, PE-X - at least 8 MPa, and PE-RT - 8 and 10 MPa (Table 2).
|
Manufacturer/brand |
Material |
External diameters, mm |
||
|
NPO "Stroypolimer" |
||||
|
Flexalen |
||||
|
Isoproflex |
||||
|
Microflex |
||||
Table 2. Characteristics of pressure polymer pipes
The choice of polymer pipe
The strength calculation of pipelines made of polymeric materials operating under constant operating conditions (operating temperature and pressure) is based on the time dependence of strength. Its generally accepted characteristic for materials of pipe grades is the MRS value. It is determined in accordance with the international standard ISO 9080 and is standardized by ISO 12162. In most cases, the service life of the pipe is assumed to be 50 years.
The calculation of the maximum working pressure (MOP) in this case is made according to the formula:
MOP = 2MRS/CCt (SDR - 1), where MRS is the minimum long-term strength, MPa; C - safety factor,
depending on the purpose of the pipeline and operating conditions; SDR - standard dimensional ratio; Ct is the pressure reduction factor as a function of temperature. The value of MRS/C in this case can be regarded as the allowable stress σ at a temperature of 20 °C.
But such an approach to calculating the bearing capacity and service life of pipelines operating under variable operating conditions, primarily temperatures, is incorrect. In this case, to determine the allowable stresses, it is necessary to use the calculation method prescribed by EN ISO 13760 "Plastic pipes - Miner's rule - Calculation method for accumulated damage". In accordance with this method, using the time dependences of strength:
Log (t) = A + B/T + C log σ + D log σ/T,
where t - time, h; σ - stress, MPa; T - temperature; K, A, C and D - coefficients describing the strength of specific types of polymers (given in the relevant standards for pipes), calculate t i - the maximum operating time of the pipeline at various temperatures transported medium, while the stress σ is multiplied by a safety factor depending on the operating conditions.
The value that determines the total accumulated damage is calculated by the formula:
TYD = Σ a i /t i , where a i is the fraction of operating time for given i-th conditions per year of pipeline operation, %. Maximum allowable time operation in this case is: T x = 100/TYD
For a given operating time, the voltage σ is selected by successive approximation, at which the time T x becomes equal to the specified one. The value obtained in this case is the allowable stress used for further pipe strength calculations. Since the operating conditions of pipelines can be different, to compare the bearing capacity of various polymeric materials, the operating parameters of hot water and heat supply pipelines specified in GOST R 52134-2003 are used. Thermoplastic pressure pipes and fittings for them for water supply and heating systems. General technical conditions (with amendment No. 1 of 2010-06-01).
Temperature-time modes of operation of pipelines are given in table. 3.
|
Operating class |
T slave,˚C |
Time at T slave, year |
T max,˚C |
Time at T max, year |
T avar,˚C |
Time at Tavar, hour |
Application area |
|
DHW (60 ˚С) |
|||||||
|
DHW (70 ˚С) |
|||||||
|
Low temperature floor heating |
|||||||
|
High temperature floor heating, low temperature heating heating appliances |
|||||||
|
High-temperature heating with heating devices |
|||||||
Table 3. Temperature-time modes of operation of pipelines for hot water supply and heating
Designations:
T slave - operating temperature or a combination of temperatures of the transported water, determined by the scope, ° C;
T max - maximum operating temperature, the effect of which is limited in time, ° C;
T avar - temperature that occurs in emergency situations in violation of control systems, °C.
*Note: Service class 3 is currently not applicable. If necessary, pipes suitable for classes 1 or 4 are used.
The maximum service life of the pipeline for each class of operation is determined by the total operating time of the pipeline at temperatures T slave, T max and T avar and is 50 years. With a shorter service life, all time characteristics, except for Tavar, should be proportionally reduced. Others can be installed
operating classes, but temperatures should not exceed those specified for class 5.
Table data. 3 are compiled for the average climatic zone. When designing systems for other climatic zones, the duration of action operating temperature transported water is recalculated according to the data for the respective climatic zone.
Pipes made of polymer materials have some features compared to steel pipes, which should be taken into account when choosing a pipeline material. In accordance with the recommendations of GOST R 52134, depending on the service classes of pipes and fittings, polymeric materials can be as follows: class 1 - PP-N, PP-B, PP-R, PE-X, PB, PVC-C type II, PE- RT type I, PE-RT type II; class 2 - PP-H, PP-B, PP-R, PE-X, PB, PVC-C type I, PVC-C type II, PE-RT type I, PE-RT type II; class 4 - PP-H, PP-B, PP-R, PE-X, PB, PVC-C type II, PE-RT type I, PE-RT type II; class 5 - PP-H, PP-B, PP-R, PE-X, PB, PVC-C type II, PE-RT type I, PE-RT type II; class "XB" - PE, PVC-U, as well as all of the above.
For the manufacture of pipes, polypropylene (PP-R), cross-linked polyethylene (PE-X), polybutene (PB), chlorinated polyvinyl chloride (PVC-C) and relatively new material- heat-resistant polyethylene (PE-RT).
The choice of pipes for the corresponding class of operation is carried out at a known maximum pressure in the system according to the SDR values according to the methods given in GOST R 52134. The MRS value is declared by the pipe supplier. After selecting the SDR, the pipe wall thickness is determined and a hydraulic calculation is carried out.
Pipes with SDR from 6 to 13.6 are commonly used.
Multilayer pipes are selected according to GOST R 53630 and manufacturers' recommendations. Moreover, all these pipes are suitable for class 5 systems.

Features of polymer pipes
Pipes made of polymeric materials have a number of specific features. Their significant drawback is their high oxygen permeability. Moreover, oxygen dissolved in water is especially dangerous for closed systems heat supply - the coolant circulates through closed circuit and its concentration gradually increases. The maximum allowable oxygen permeability rate for operating classes is set in GOST R 52134-2003.
To protect against oxygen diffusion, the walls of plastic pipes are made multilayer with the introduction of aluminum (Al) or polymer - ethylene vinyl alcohol (EVOH) as an anti-diffusion barrier. The aluminum layer also significantly reduces the linear thermal expansion of polymer pipes, which is, mm/(m.°C): for PB - 0.13; PVC-C - 0.07; PE-X - 0.2; PE-RT-
0.2; PP-R - 0.15, and for MP pipes - 0.025-0.030. Therefore, for the latter, there is no need to install compensators for linear thermal expansion. Pipes made of PP-R, PVC-C and PVC-U are rigid and are used for perimeter installation, similar to steel pipes.
When installing polymer pipelines outside plumbing shafts, a hidden gasket is used in strobes or hollow skirting boards. Pipes made of PE-X, PE-RT, PB and MP of small diameters are flexible and can be used for beam mounting and for installing underfloor heating.

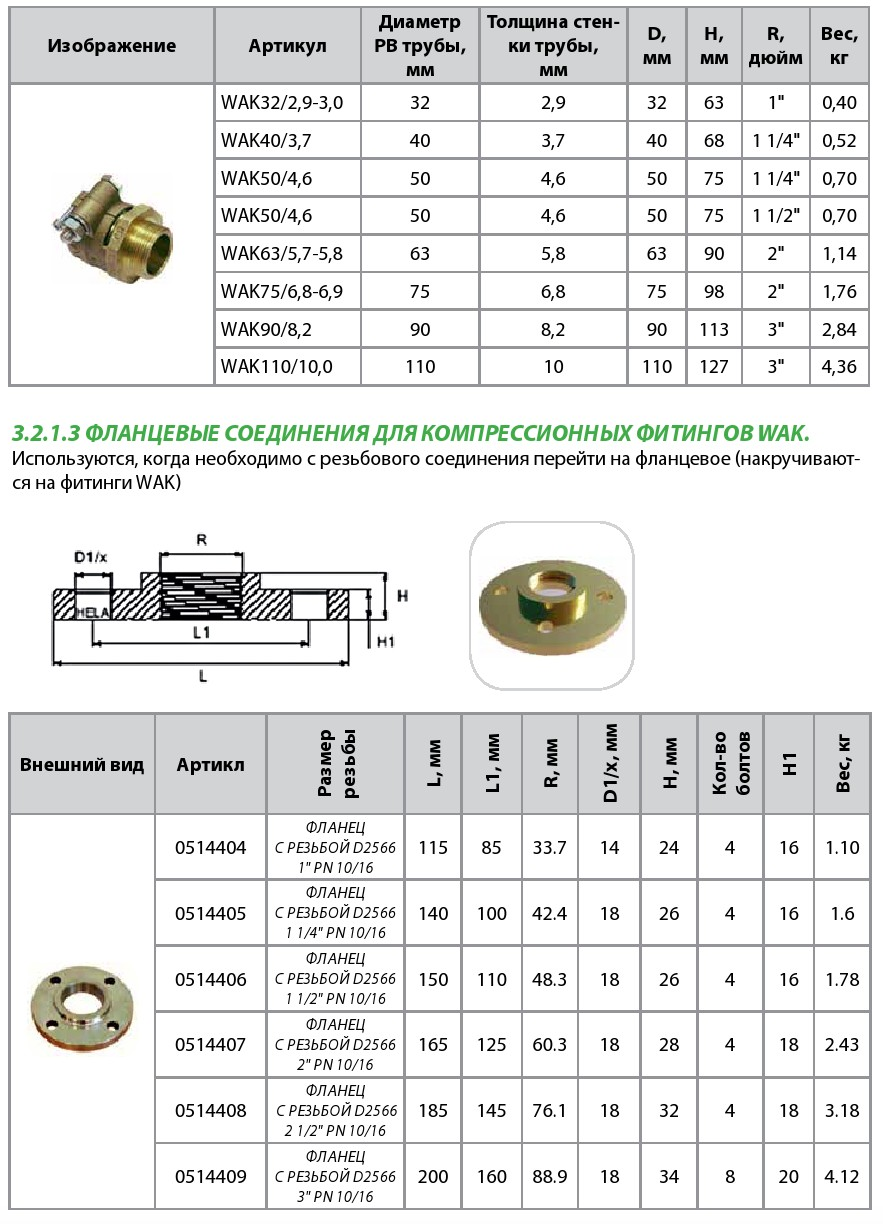
Pipe connections made of polymeric materials can be either detachable or one-piece, depending on both the type of polymer and the installation technology. Permanent connections of pipes made of PP-R, PB and PE-RT are made by socket welding, butt welding or couplings with embedded heaters. Detachable - with the help of welded polymer-metal combined parts - by means of threaded connection or shoulder bushing with loose flange. For PB, PE-RT and metal-plastic pipes, mechanical union compression connectors can also be used, which are also used for connecting PE-X pipes. And the company "Microflex-service" connects such pipes with the help of parts with embedded heaters according to the technology of the Plasson company.
Pipes from PP-R, PB and PE-RT are welded into a socket with cast fittings, and with a diameter of more than 50 mm and a wall thickness of at least 5 mm - end-to-end, from PVC-U and PVC-C - glued using socket fittings.
The connection of pipes between themselves and fittings with a sliding sleeve or a pressure fitting (press fitting) is relatively cheap and is used for large installation volumes. Connecting parts and fittings for pipes made of PE-X, PE-X-EVOH, PE-X-Al-PE-X, as well as mounting tools are imported to Russia.
Market Dynamics
Over the past 15 years, the volume of use of pipes made of PB, PP-R, PVC-C and stainless steel has not changed significantly in the European market, while steel and copper pipes have been gradually decreasing, giving way to pipes based on PE-X. The dynamics of pipe consumption by this market can be seen in Fig. According to the rating agency KwD International, in the structure of pipe consumption in Europe for water supply and heating, the leader
The price of galvanized pipes is on average 1.8 times higher than the price of conventional water and gas pipes.
ABB has developed a method for joining galvanized pipes and fittings using soldering. The finished joint consists of a welding ring installed at the ends of the pipes along the inner surface of the pipes and hard solder. The welding ring is made of electroplated plate and has thickenings over the entire surface, which ensure the exact distance between the pipes during the soldering process.
To increase the service life of zinc-coated pipes, an ultra-deep galvanizing method is used, which allows to increase the service life of the coating by up to four times.
Carbon Steel Pipe
The predominant use of steel water and gas welded pipes GOST3262-75 in the creation and repair of heat supply networks is due to a number of factors: low price, manufacturability of installation, mastery of pipe connection technology, a large number of standard sizes. In addition, there are indirect factors, such as the "traditionality" and "psychological preparedness" of the customer and the contractor for the choice of just such steel pipes.
The choice of steel pipes for the construction of heating networks is normalized by SNiP “Heat Networks. Materials, Equipment, Fittings, Products and Building Structures”, which provide for the use of pipes made of steel of three grades in heating networks: St. 3, 10, and 20. The choice of steel grade is carried out depending on the magnitude and nature of the loads. With increased strength requirements for the design of pipelines, it is necessary to use steels with an increased yield strength and tensile strength (for example, St. 4, steel 25).
For air (aerial) heat pipelines, it is rational to use pipes made of steels with increased strength characteristics. This allows you to maximize the distance (spans) between the supporting structures, which in turn reduces the cost of the structure.
Most often, for laying pipelines of heating networks, water and gas welded pipes GOST3262-75 with an outer diameter of 10.2 - 165 mm and a wall thickness of 1.8 - 5.5 mm are used, they are used at a coolant pressure of up to 1.6 MPa and a temperature of up to 150 ° FROM.
For channel and above-ground heat pipelines with a diameter of 400 to 700 mm at a pressure of up to 1.6 MPa. and temperatures not exceeding 150 ° C, electric-welded pipes with a spiral seam (GOST 19282-73) are used.
According to SNIP 2.04.07 - 86 "Heat Networks", clause 7.2: - "Seamless steel pipes are allowed to be used with coolant parameters for which the use of welded pipes is not allowed by the Rules of Gosgortekhnadzor."
The price of seamless carbon steel pipes exceeds the price of water and gas pipes by about 1.2-1.5 times.
Enamel and glass-enamel (silicate-enamel) coatings of carbon steel pipes .
Enamel and glass enamel coatings belong to the category of silicate coatings. Compared to other coatings, they have several advantages:
High hardness;
Chemical resistance;
Smooth surface that provides minimal hydraulic resistance pipes;
These coatings are not subject to aging.
Due to the relative cheapness of the materials required for the manufacture of coatings, high performance properties, glass-enamel coatings are increasingly used to protect pipelines.
Pipelines with silicate-enamel coatings are used for the water supply network, heat supply systems, hot water supply, pumping of oil products, chemically active and corrosive substances.
Pipes are made with one-sided or two-sided coating.
According to the All-Russian Scientific Research Institute "VNKTI" and the All-Russian Thermal Engineering Institute "VTI", the service life of steel pipes with a silicate-enamel coating 200 - 400 microns thick, used in heat supply and hot water pipelines, is doubled compared to carbon steel pipes. uncoated pipes, and the hydraulic resistance of such pipes is 4.8 times lower.
The main manufacturer of steel pipes with a silicate-enamel coating in Russia is OJSC "Penzavodprom" (TU 1308-004-02066613-97).
More than fifteen types of joint designs have been developed to connect steel pipes with a silicate-enamel coating. Among those currently used are connections using stainless steel rings and internal sleeves made of corrosion-resistant materials, as well as connections with internal hardfacing with stainless electrodes.
The technology for connecting such pipelines is being developed at GANG named after. Gubkin and VNIIST.
The main operational disadvantages of these pipes include:
fragility;
Chipping under impact and other mechanical influences;
Wear and destruction of the coating material due to its leaching, when transporting liquids with a temperature above 100*C through the pipeline. When the temperature rises from 100*C to 160*C, the leaching rate increases by 8–10 times.
The price of pipes with a silicate-enamel coating exceeds the price of water and gas pipes by 3.5-4 times.
1. Sirotinsky A. A., The use of enameled pipes in heat supply.
2. Materials of JSC "Penzavodprom".
Nodular cast iron pressure pipes
Seamless hot-pressed pressure pipes made of nodular cast iron (ductile iron pipes) were developed by the State Scientific Center of the Central Research Institute "Chermet TU 14-3-1848-92".
Ductile iron pipes are included in SNIP 2.04.07 - 86 "Heat Networks".
The serial production of these pipes has been established at the Lipetsk Metallurgical Plant Svobodny Sokol OJSC (pipe diameter from 100 to 300 mm), according to the technology of the Pont-a-Musson company since 1990, as well as at the Sinarsky Pipe Plant, Kamensk-Uralsky Sverdlovsk region (pipe diameter from 100
The corrosion rate of cast iron in water is 10 times less than the corrosion rate of carbon structural steel, and is approximately 0.05 mm/year.
Corrosion resistance of ductile iron pipes is determined chemical composition cast iron and structure. Alloying, modification, spherodization of graphite inclusions contribute to an increase in the corrosion resistance of cast iron. It should also be noted that, as in the case of soil corrosion, and in sea water, ductile iron is not prone to local (pitting) corrosion.
Accordingly, the durability of pipelines made of hot-pressed cast iron pipes exceeds the durability existing pipelines from carbon steel, which significantly reduces the cost of repair and restoration work. Corrosion resistance, both to internal and external corrosion (especially to pitting, focal) exceeds the corrosion resistance of steel pipelines by 3-4 times
Unlike gray cast iron, in which graphite is present in the form of flakes, graphite in ductile iron enters the alloy in a spherical form, which eliminates the formation of cracks and increases its strength and ductility.
The technology for welding ductile iron pipes and the manufacture of fittings were mastered in Lipetsk at the research and production enterprise "Valok-Chugun". Welding of pipes with argon-arc, special nickel wire with preheating of the joint and heat treatment after welding.
However, the considered pipes have the following disadvantages:
The higher cost of the pipes in question compared to pipes made of carbon structural steel without a corrosion coating;
More complex pipe welding technology compared to steel pipes, as well as difficulties in carrying out welding work in the field;
Difficulty in accurate preliminary selection of measured sections of pipelines with steel tips;
Difficulty in performing repair work in case of damage to the pipeline.
The cost of laying a ductile iron pipe compared to a steel pipe is 1.5 times higher on average.
Estimated comparative cost of 1 running meter of a welded pipeline of heating networks made of steel and ductile iron.
In preparing the material used:
1. V. V. Veter et al. Prospects for the construction of pipelines for hot water supply and heating networks from cast iron pipes with nodular graphite.
2. Materials of OAO Lipetsk Metallurgical Plant Svobodny Sokol.
Information system for heat supply,
International holding Thermaflex International Holding by specializes in the production of high quality thermal insulation foam materials. Production began in 1976 in the Netherlands, and today Thermaflex is one of the largest enterprises for the production of thermal insulation materials in the world. Today the holding has production facilities and representative offices in Europe, America and Asia.
Thanks to the constant research and development and innovation policy of the company, the manufactured products have been constantly improved, new products have been created, new markets have been mastered. Company Thermaflex has a number of its own unique developments in the production of highly energy efficient thermal insulation. Holding Thermaflex made a serious step towards the development of a new market for itself - the market of external engineering systems, by releasing a new product - flexible pre-insulated polymer pipelines FLEXALEN.
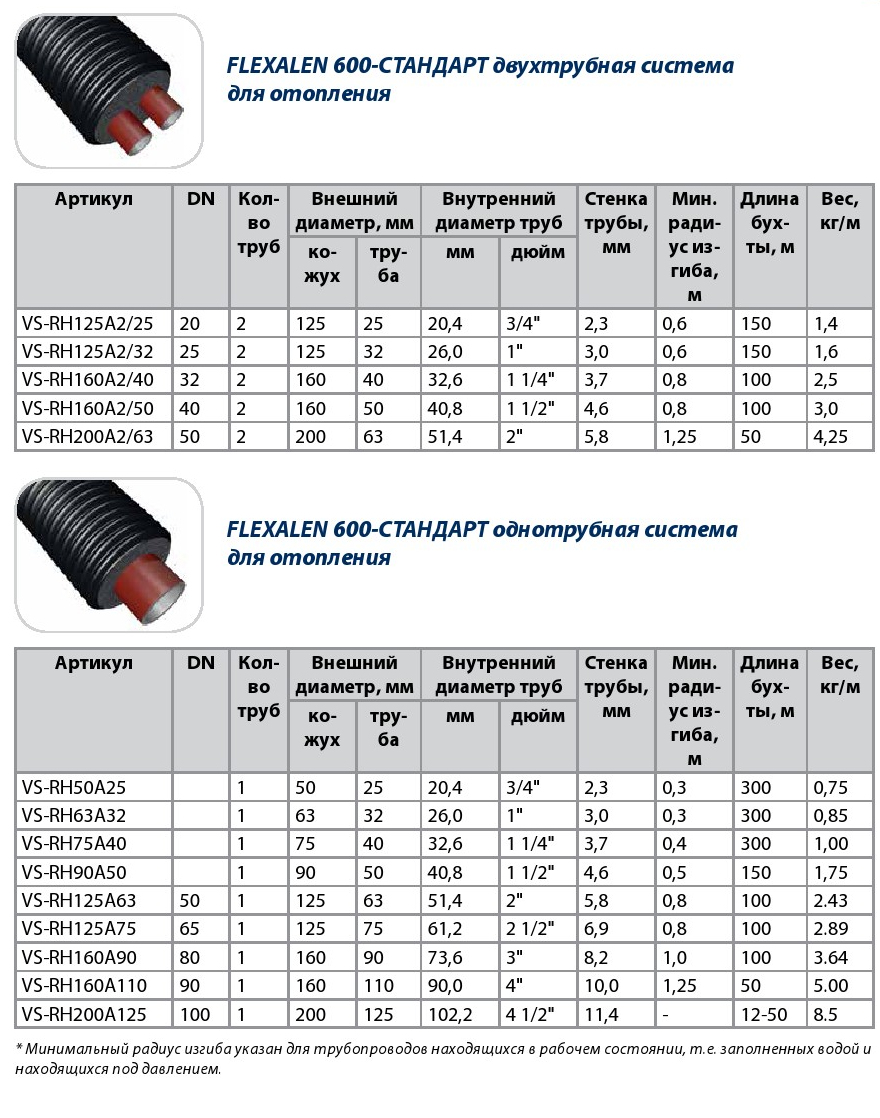
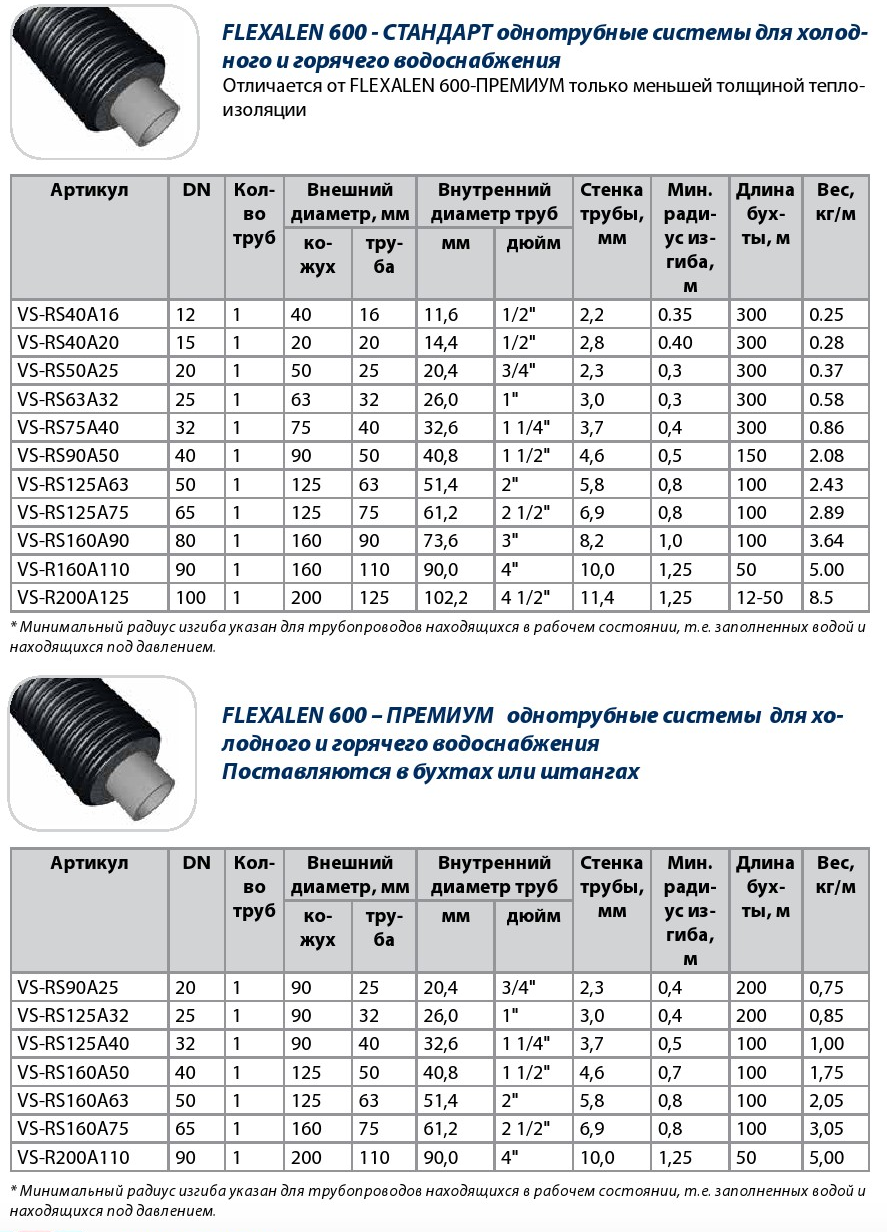
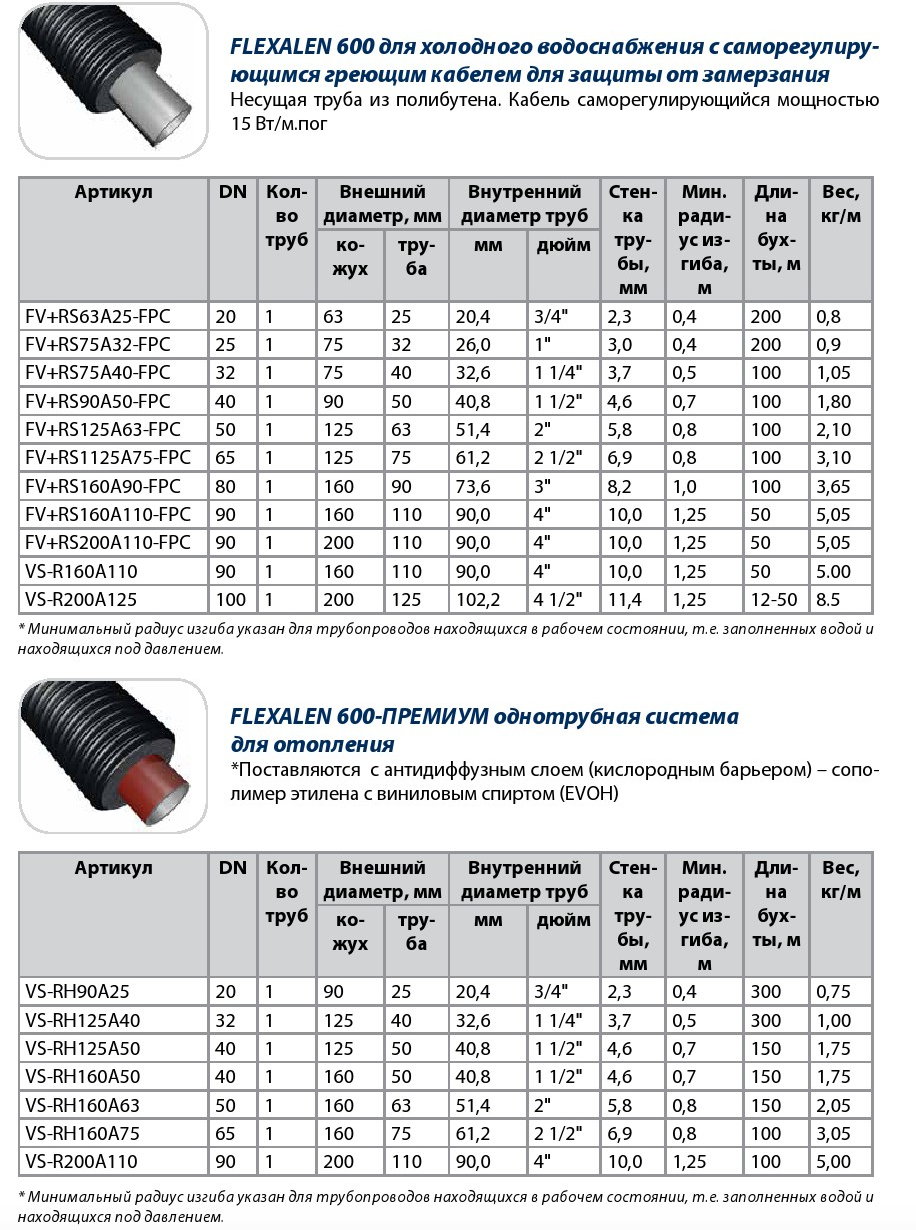
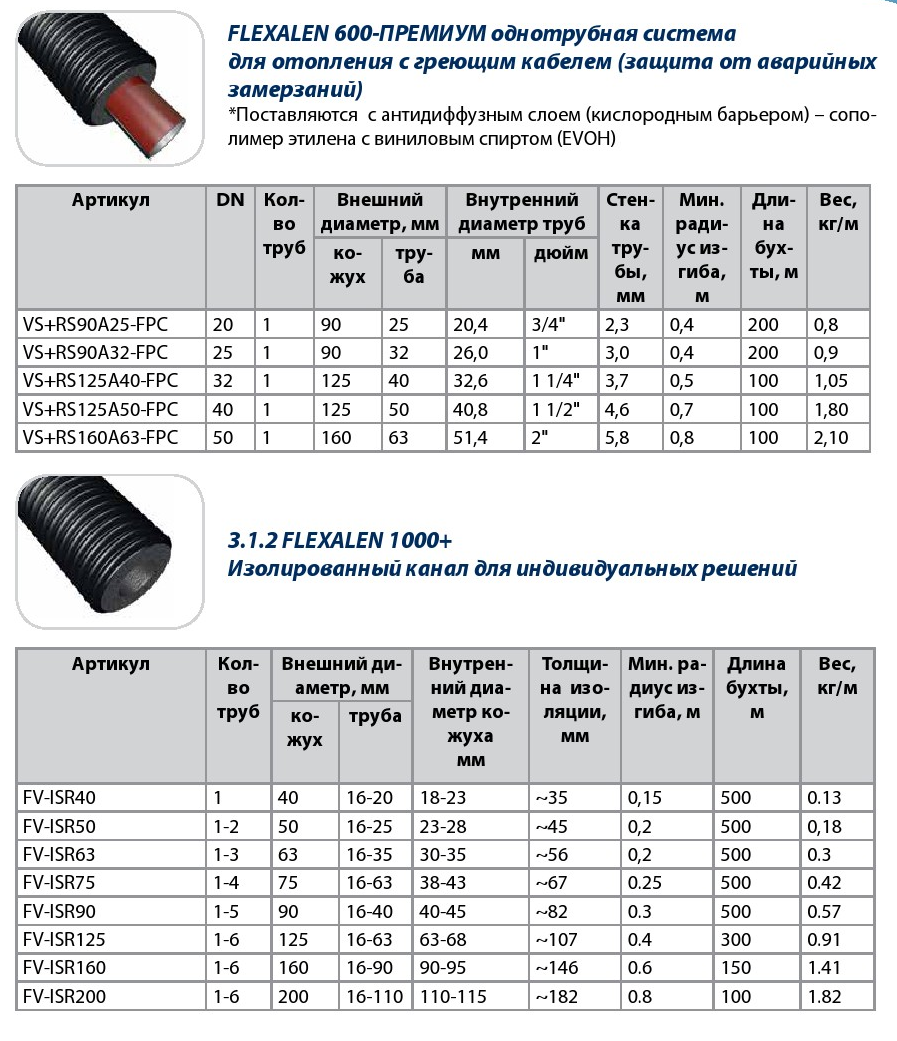
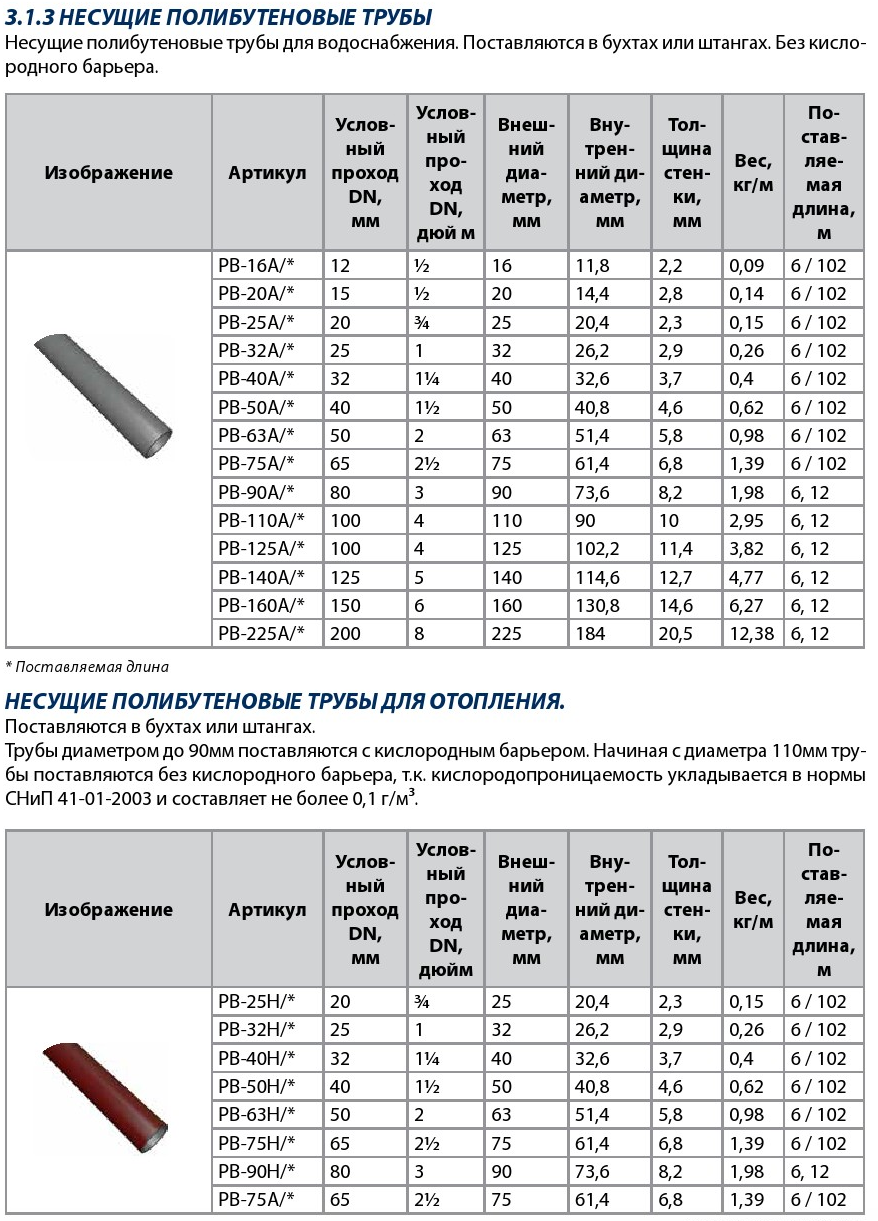
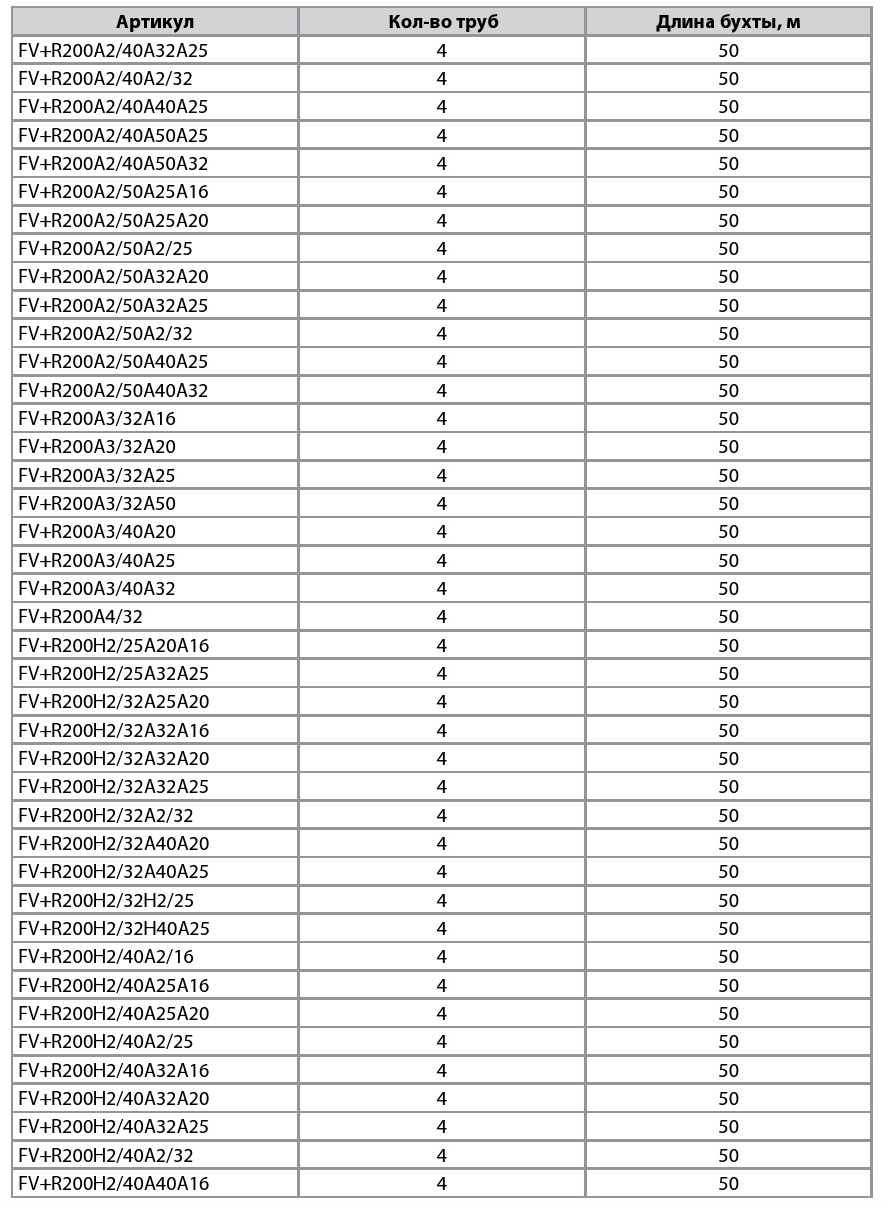
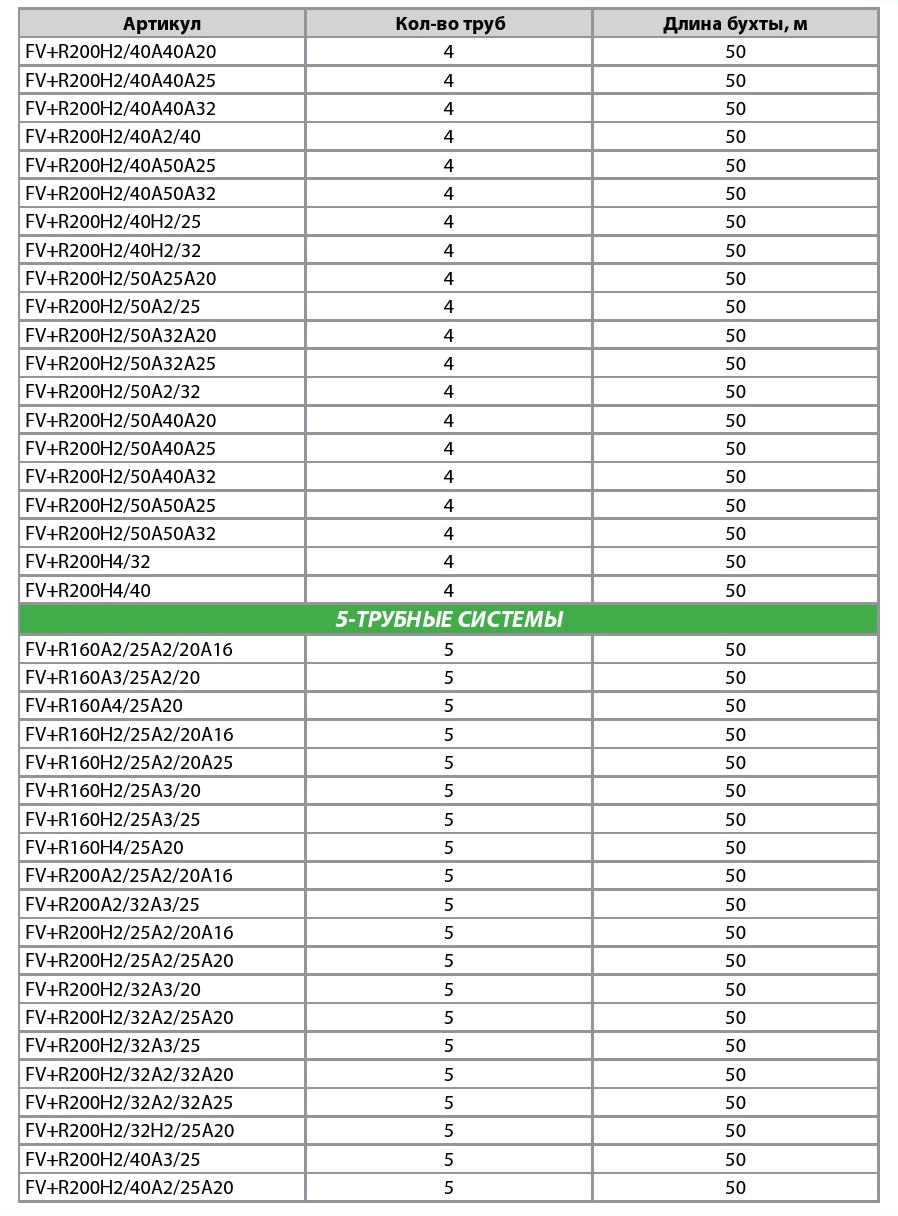
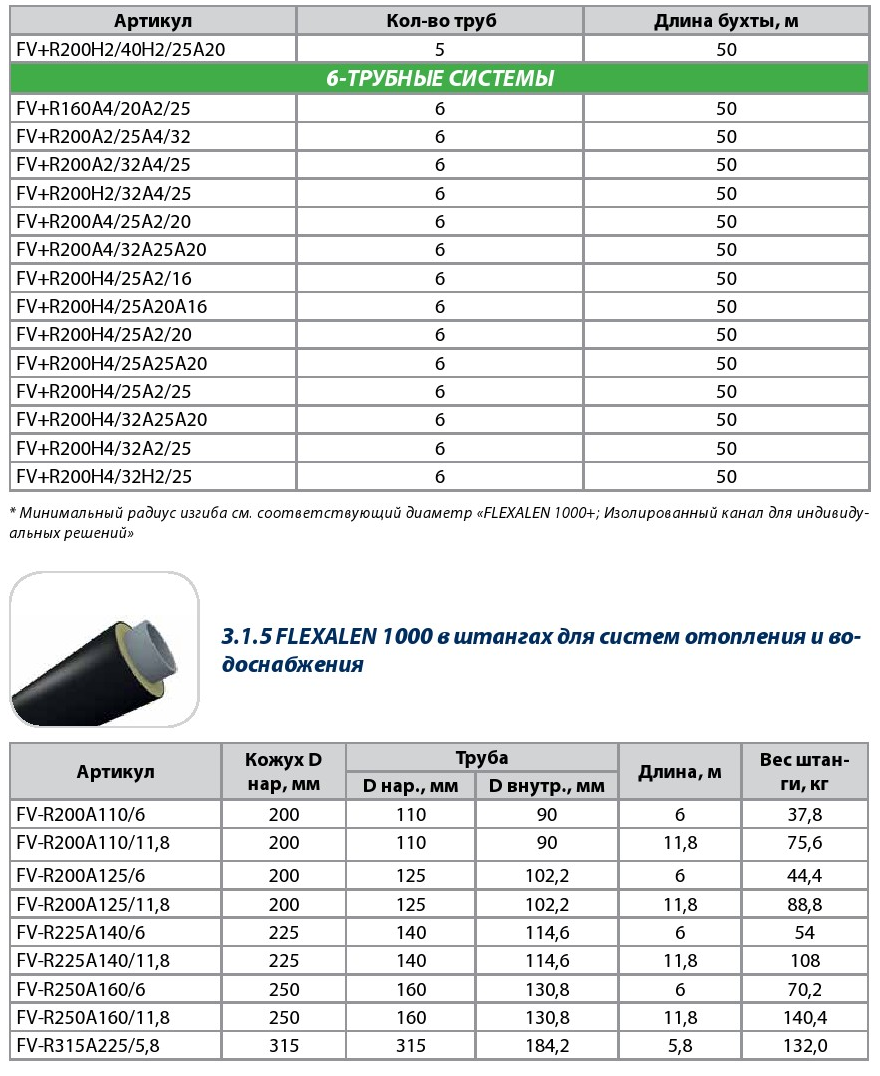
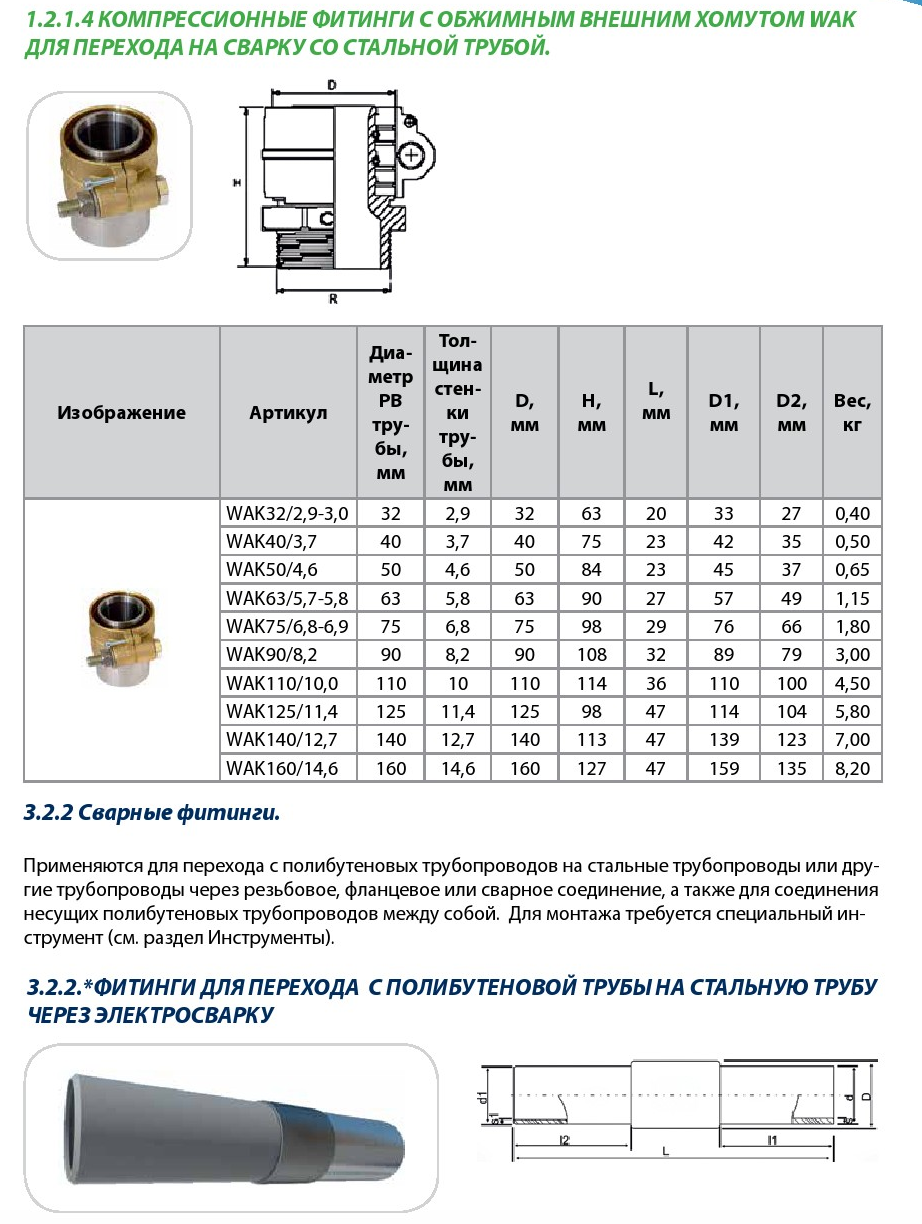
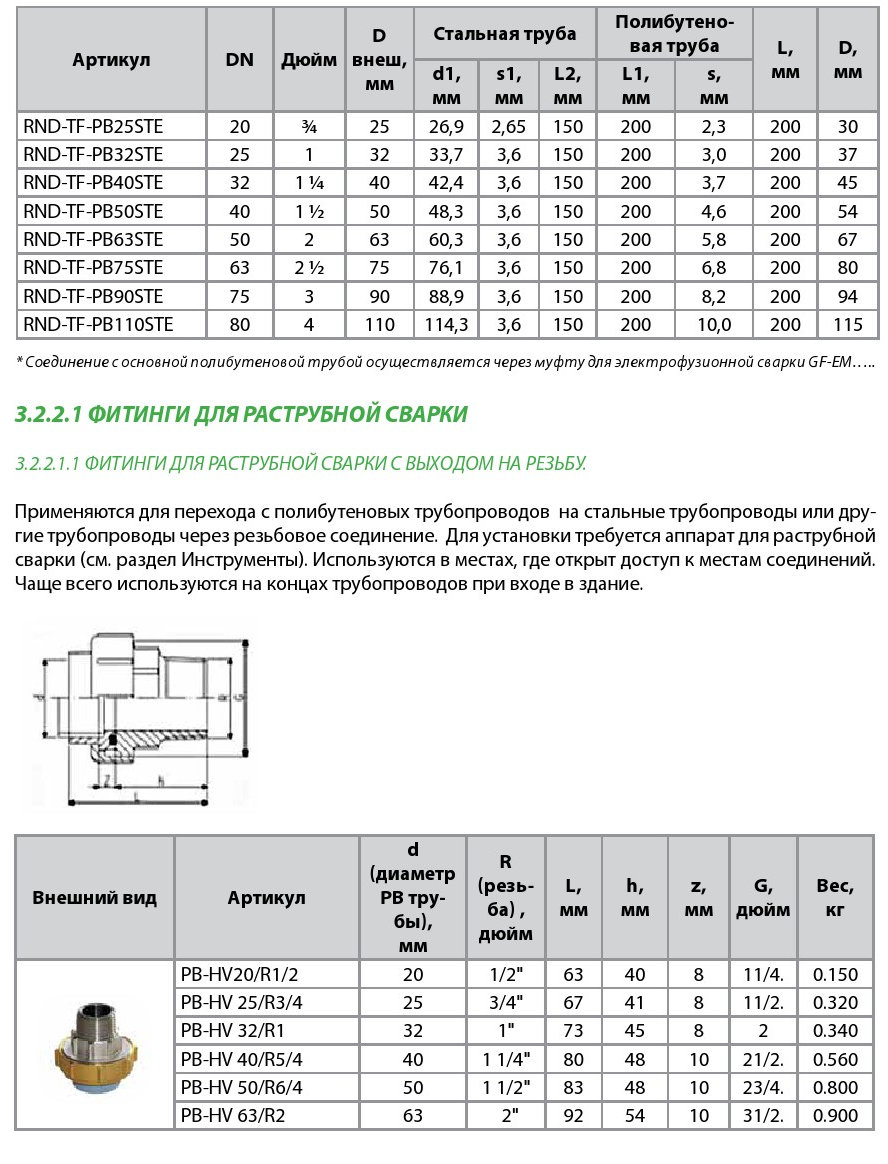
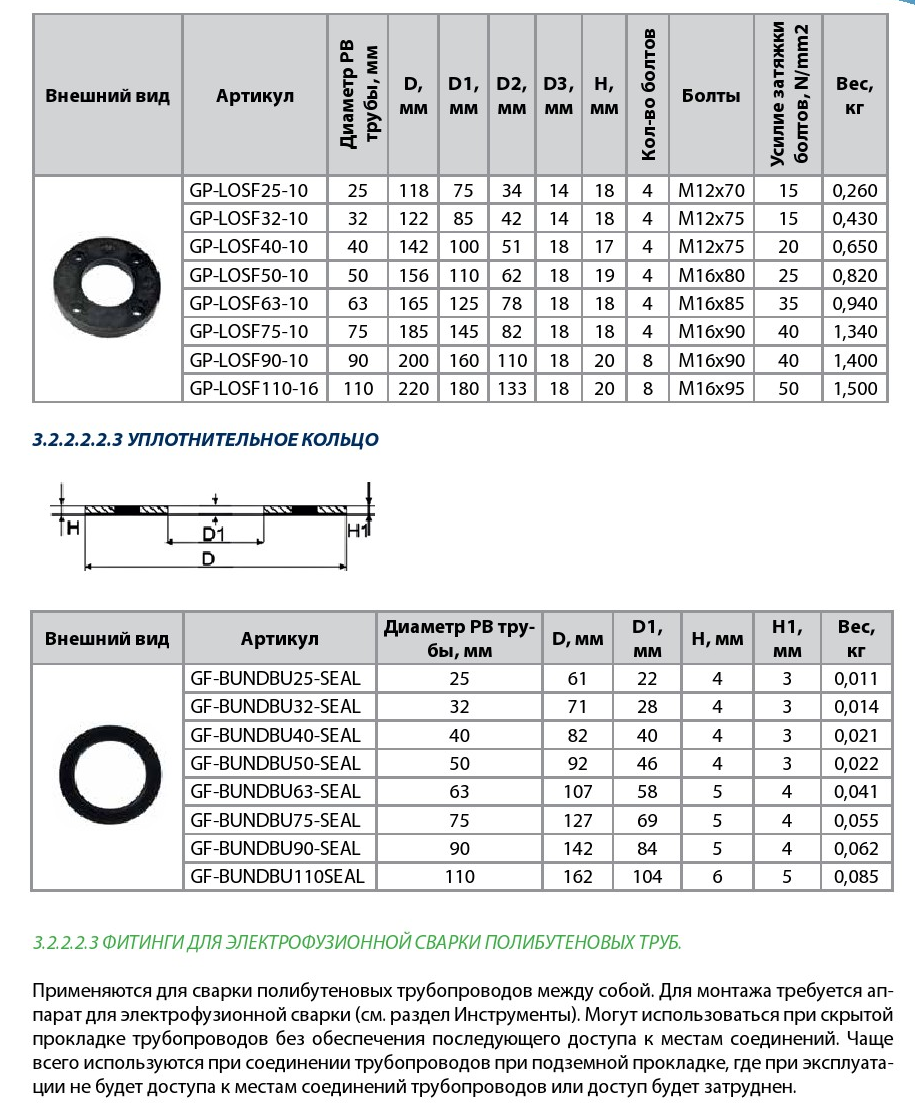
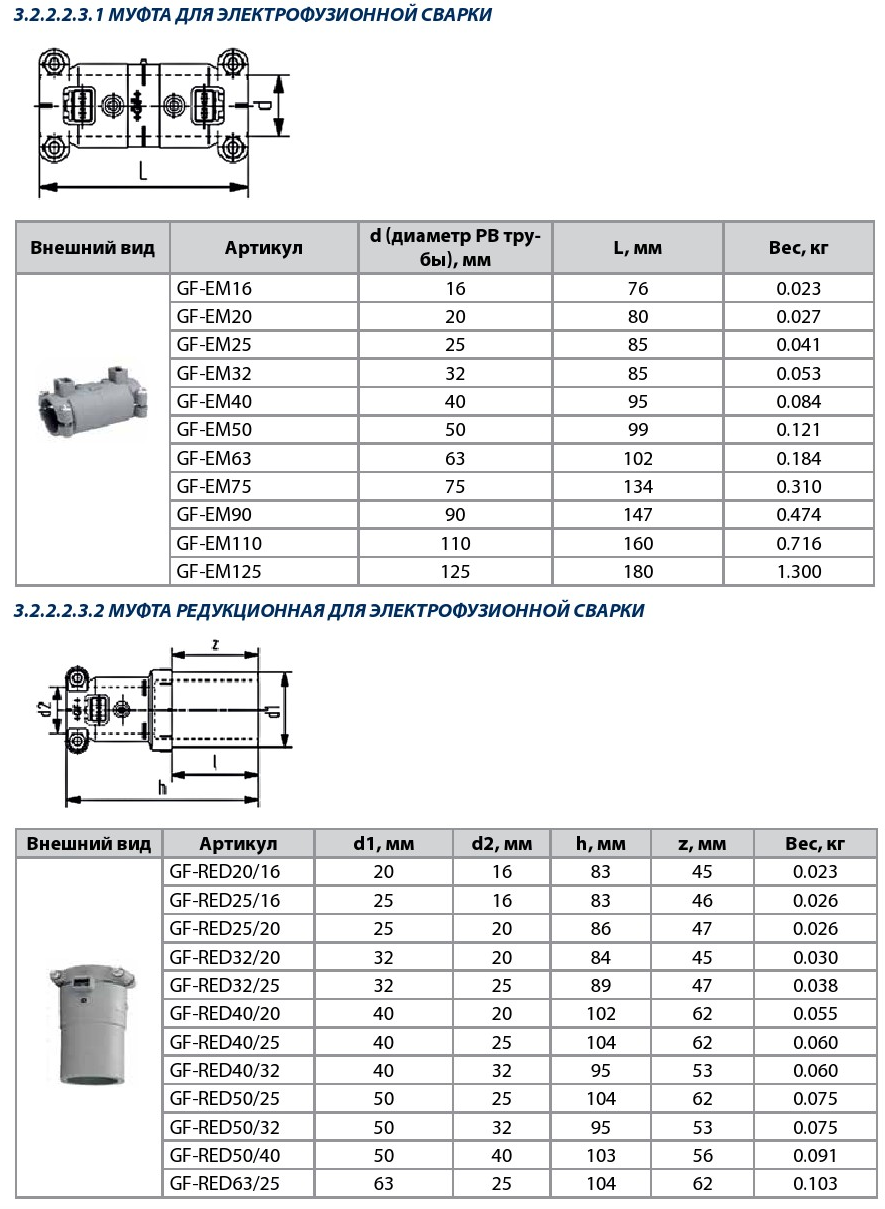
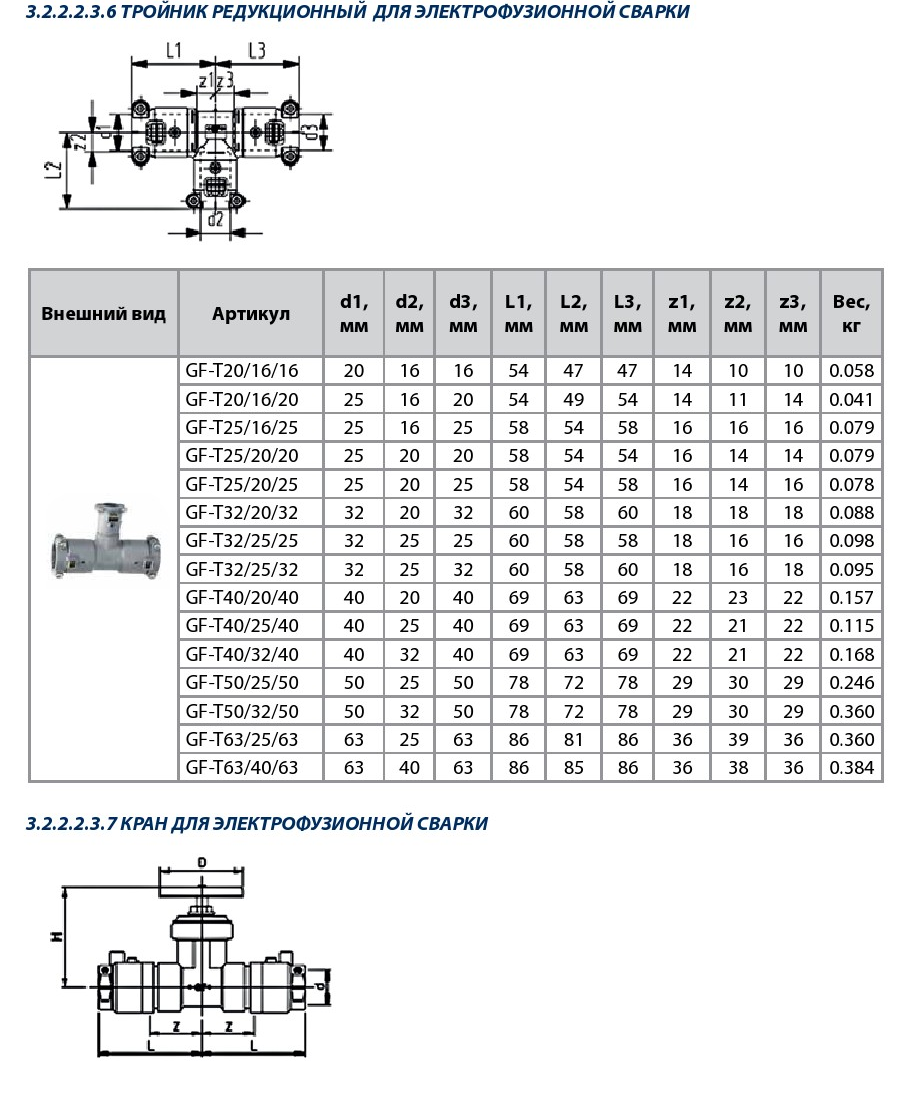
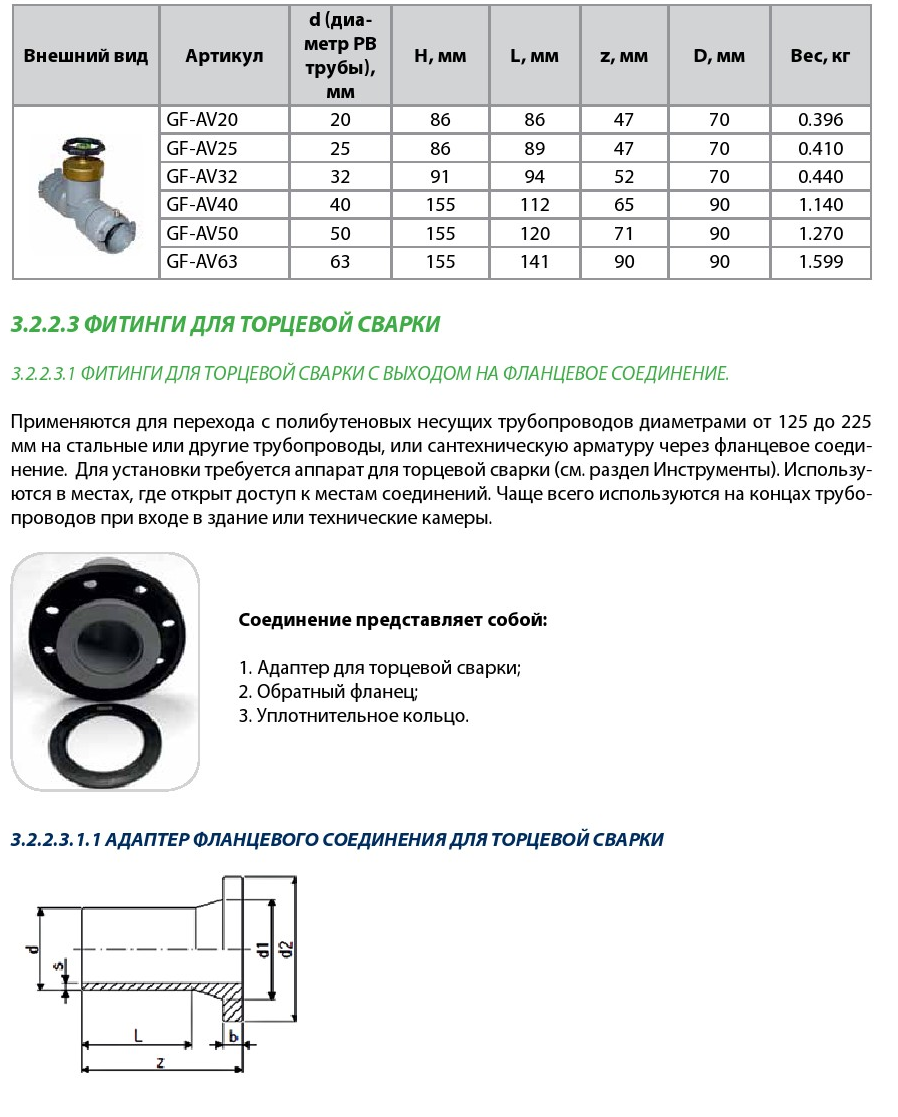
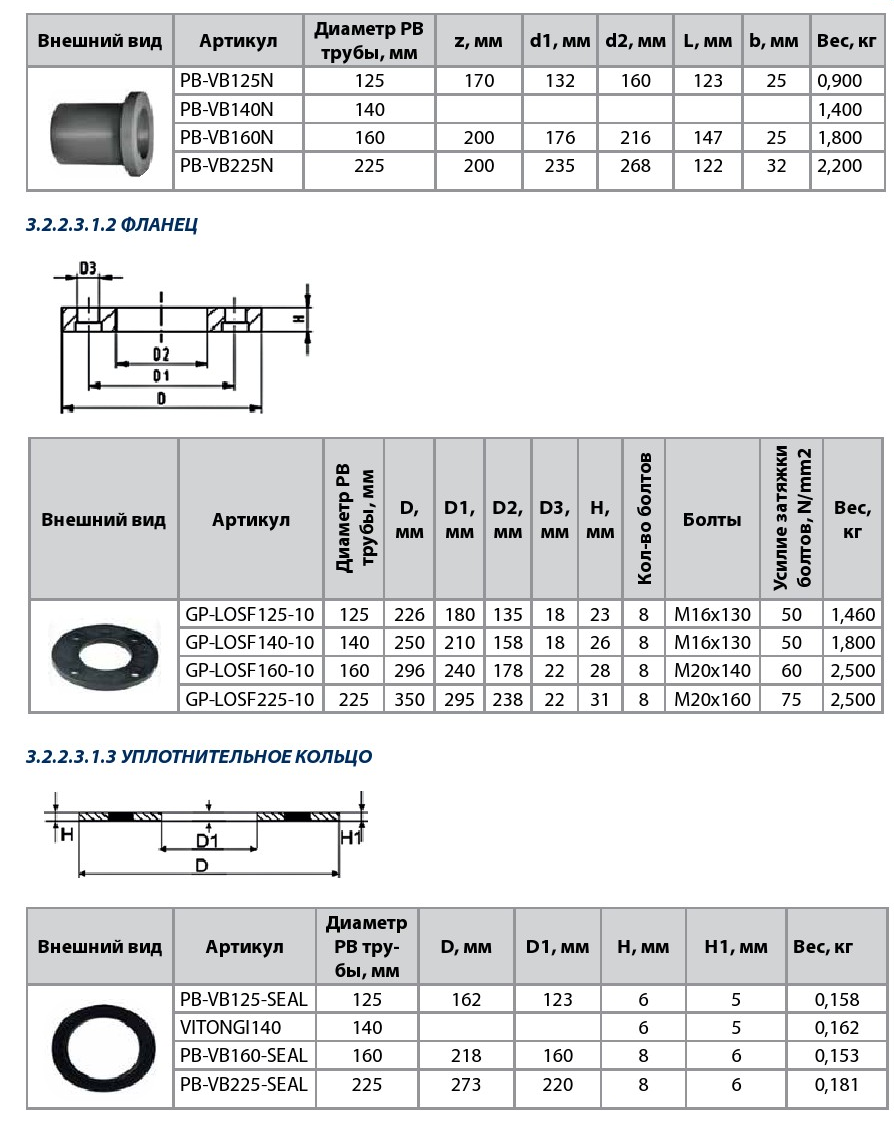
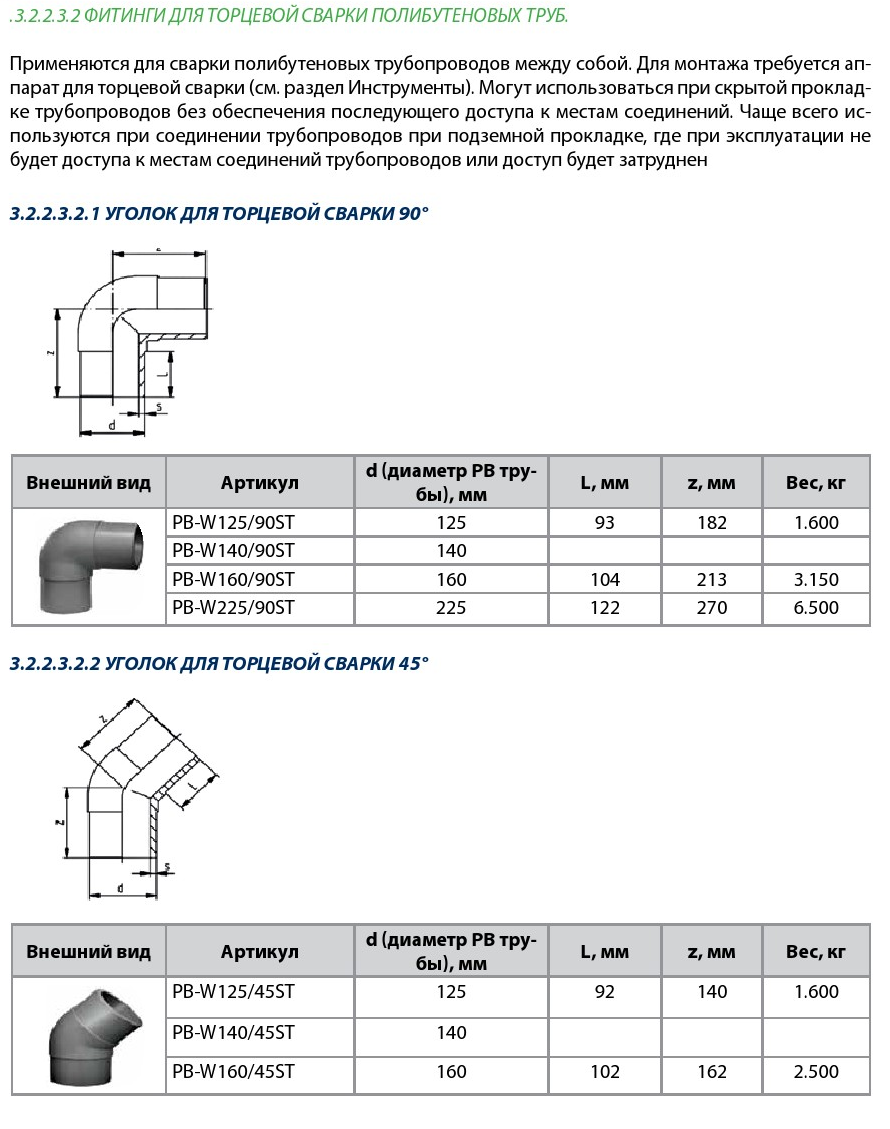
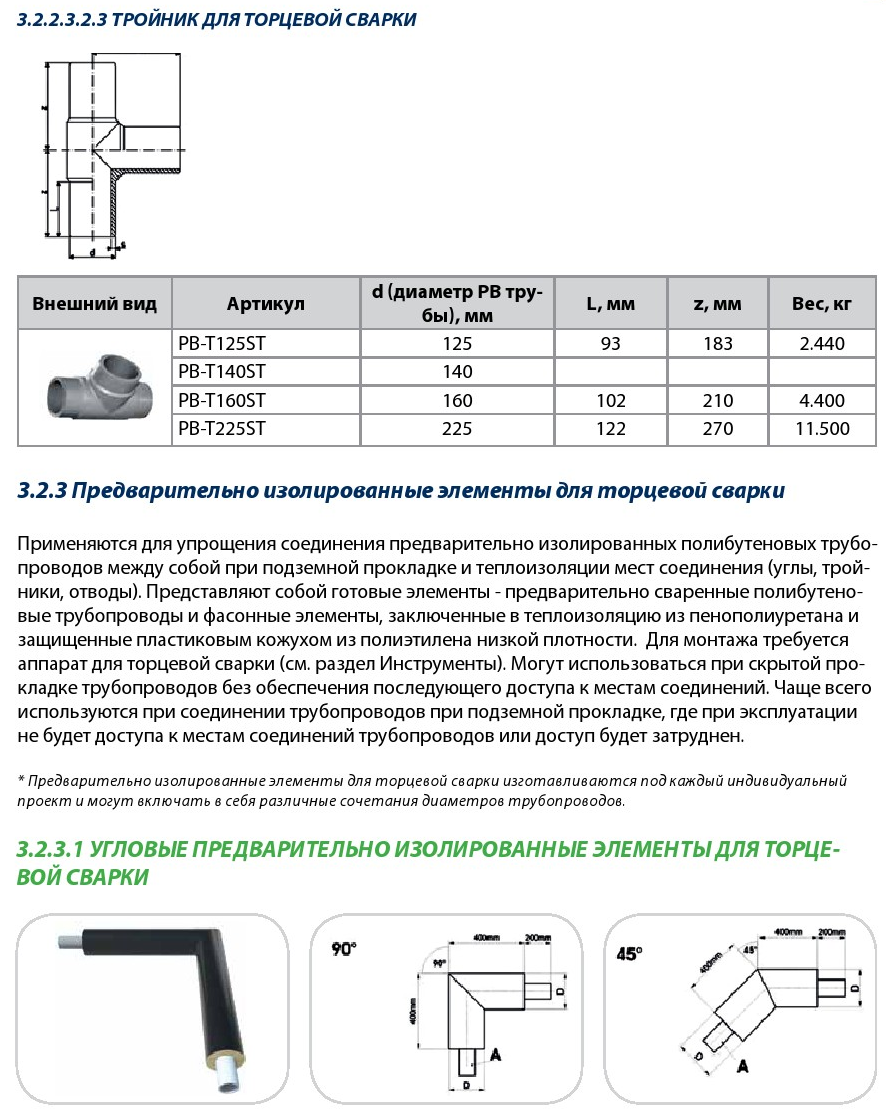
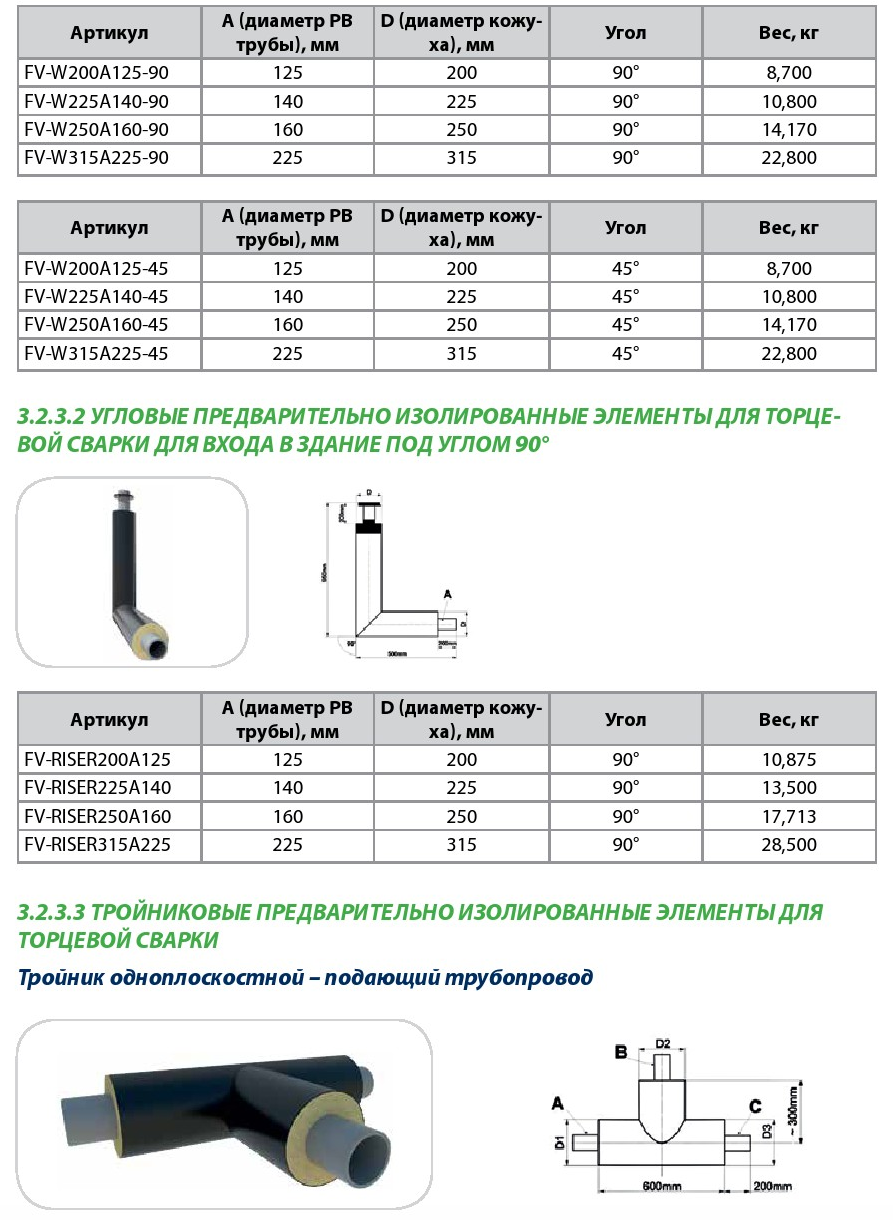
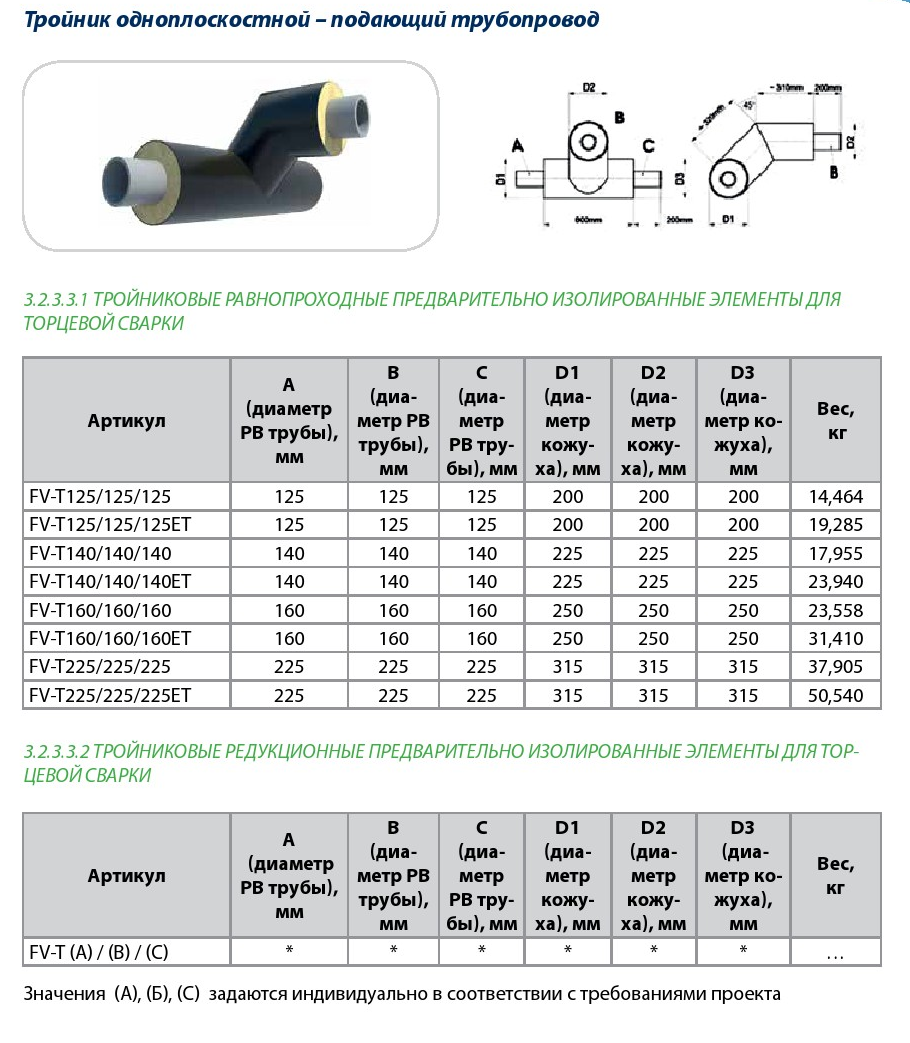
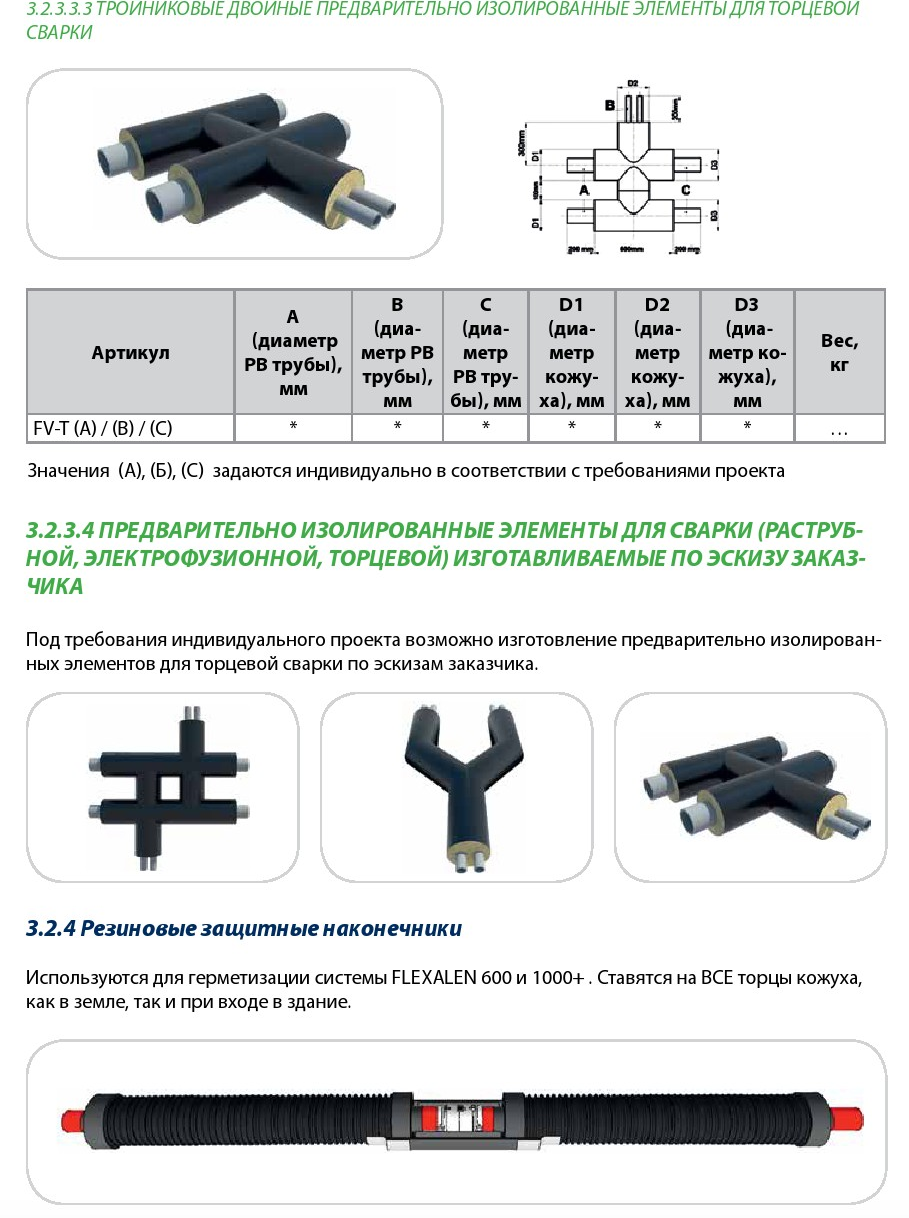
To date FLEXALEN is one of the most promising activities of the holding Thermaflex associated with the production and implementation of flexible pre-heat-insulated polymer piping systems for channelless laying of external engineering networks (heat supply-heating, cold and hot water supply for mass and individual development areas, cottage settlements, farms, on-site communications in production). The system consists of load-bearing polybutene pipes enclosed in thermal insulation made of polyethylene foam (for pipes Ø up to 125 mm) or polyurethane foam (for pipes Ø from 125 mm), closed in a plastic protective casing.

FLEXALEN pipelines are used in systems of heat supply (heating), cold and hot water supply, refrigeration, as well as for transporting food and industrial liquids. First of all, these are intra-quarter external networks of heat supply, cold and hot water supply. FLEXALEN pre-insulated pipeline systems are used for laying heating mains in cities, in the construction of new and reconstruction of existing heating networks, in individual cottage construction and in the construction of cottage settlements. And also at industrial facilities, i.e. at facilities where the heating point is located outside the main building, and it is required to lay communications between several facilities.

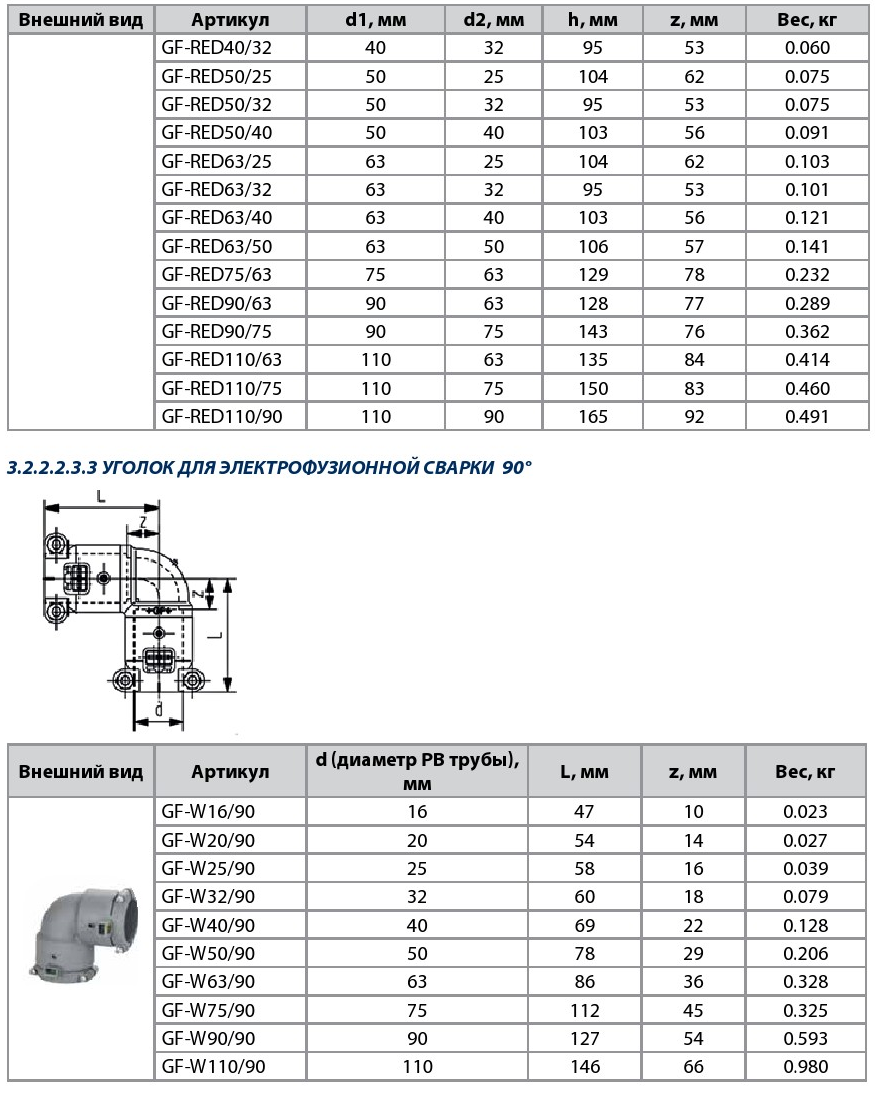
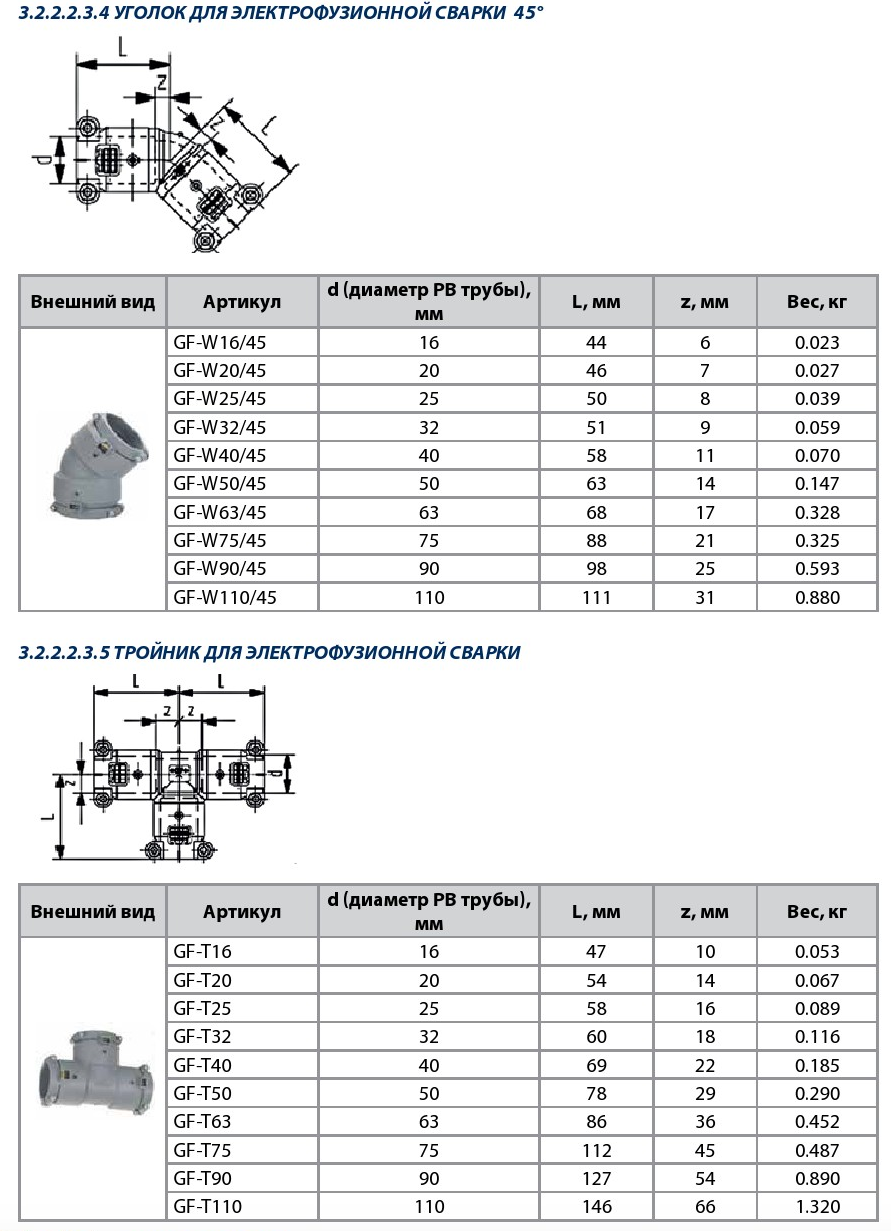
RELIABILITY- only in the FLEXALEN system, the supply pipes are made of polybutene. Pipes can be connected not only with traditional compression and press fittings, but also by welding (similar to polypropylene) to form a highly reliable homogeneous (homogeneous) connection that does not require further maintenance and has maximum reliability. The external corrugated protective casing made of HDPE is made with the addition of Carbon and is extruded directly onto the thermal insulation, being welded to it.
HIGH ENERGY EFFICIENCY- ONLY Flexalen piping uses a unique, patented thermal insulation system made of physically foamed (gas-filled) polyethylene. The gas used to foam the insulation has a thermal conductivity that is half that of air. The pore sizes of the thermal insulation are selected and vary depending on the diameter of the casing, which allows maintaining high energy efficiency even after degassing. Thermal insulation has a continuous homogeneous layer and an external corrugated casing welded to it, which helps to reduce convection losses in the thermal insulation system, and also has a closed cellular structure, i.e. not exposed to moisture.
ENVIRONMENTAL SAFETY- polybutene used for the production of supply pipes has excellent hygienic qualities and is widely used in Food Industry, all materials used to produce Flexalen are non-toxic and recyclable.
NO CORROSION- low hydraulic resistance - the roughness of the inner surface of the pipe is extremely small, which reduces hydraulic losses.
RESISTANCE TO AGGRESSIVE LIQUIDS- the use of supply pipes made of polybutene allows you to transport not only water, but also liquids for industrial use.
FLEXIBILITY- high elasticity of pipelines allows laying long sections of the route of any configuration without additional connections.
NO NEED FOR COMPENSATOR DEVICES- the piping system is self-compensating.
CHANNELESS LAYING- no special channel required.
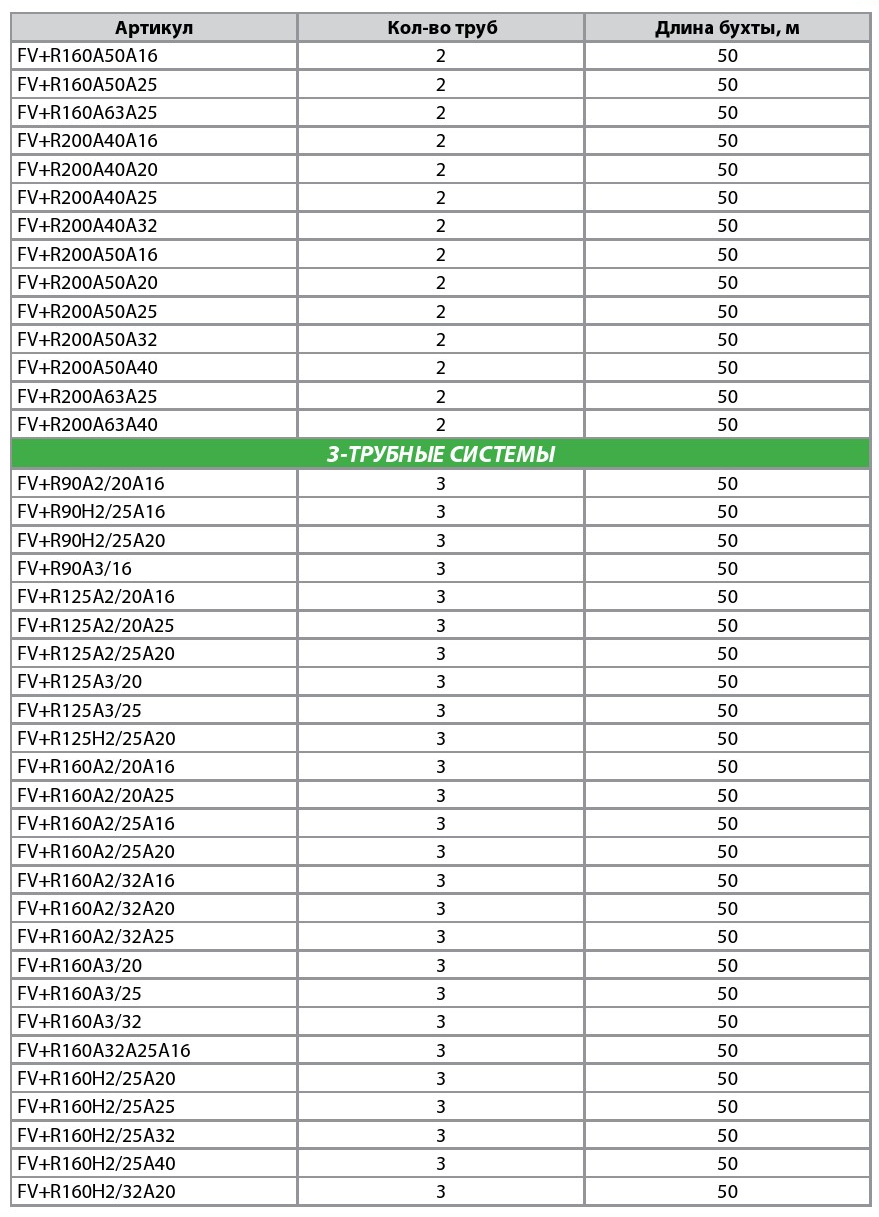
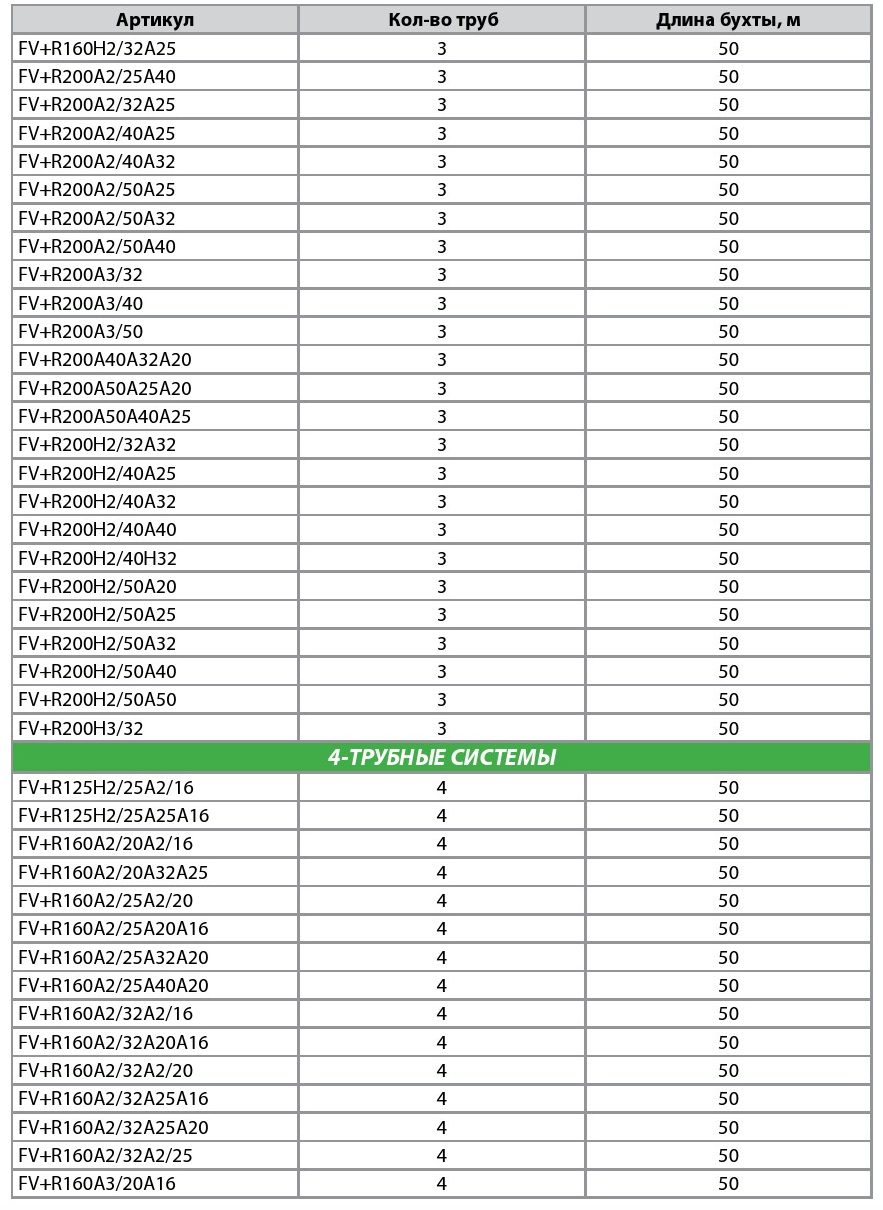
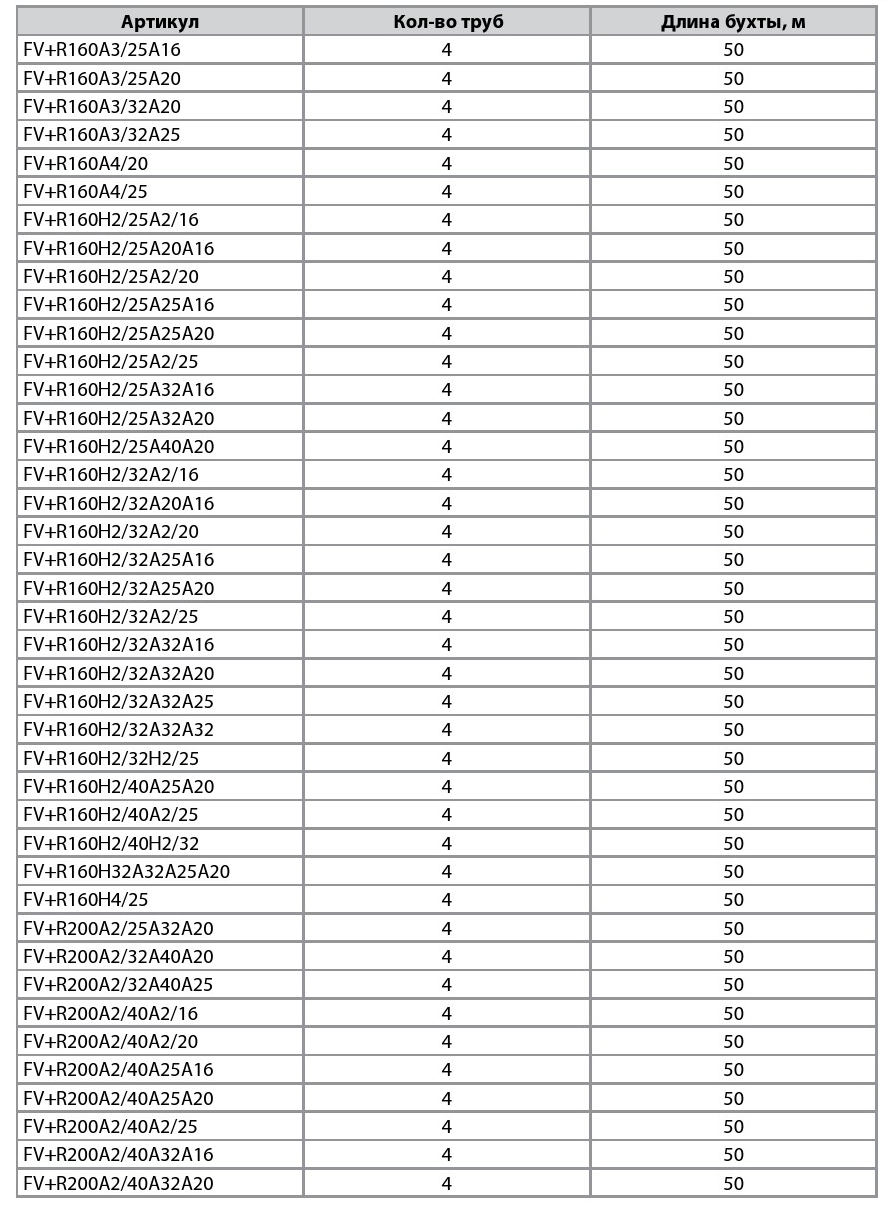
POSSIBILITY TO COMBINE UP TO 6 PIPES IN ONE CASING- a significant reduction in labor costs during laying.
LOW WEIGHT- no special loading and unloading equipment is required.
POSSIBILITY OF OPEN LAYING- resistance to influence of an ultraviolet. Reducing installation time and cost.
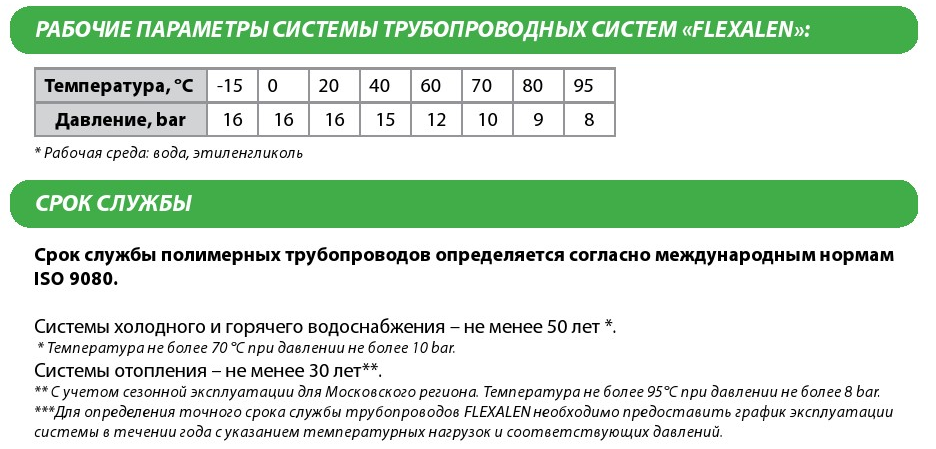
Long service life up to 50 years!

Low heat loss (confirmed by the Hannover Institute of Thermal Engineering FFI Fernwärme Forschungsinstitut Hannover); . Low odds linear expansion; . Unique patented system of thermal pre-insulation of pipelines. In the FLEXALEN system, the supporting pipelines are insulated with a homogeneous layer of thermal insulation made of physically foamed (gas-filled) polyethylene with a closed cell structure, not affected by moisture. The outer corrugated casing is extruded directly onto the thermal insulation, being welded to it, creating a reliable connection between the casing and the insulation; . High elasticity; . The possibility of using both compression and press fittings, as well as welded fittings made of polybutene for socket and electrofusion welding; . Fast, easy and technological installation.
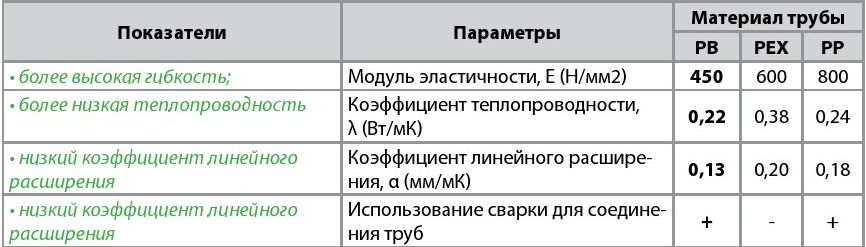
1. Because only in the FLEXALEN heat-insulated pipe system, the supply pipes are made of POLYBUTENE - a unique material that combines the best properties of cross-linked PEX polyethylene and PP polypropylene, and surpasses them in a number of basic parameters. Unlike other polymer pipelines, polybutene pipes are the most durable - they have the highest value of the maximum allowable stress in the pipe wall MRS, have the lowest thermal conductivity coefficient, are more elastic, have the lowest coefficient of linear expansion, are connected by welding to form a homogeneous (homogeneous) highly reliable connection that does not require further maintenance. They have excellent hygienic properties and can be used to transport drinking liquids ( mineral water, juices, alcohol-containing formulations). They have high chemical resistance, including chlorine solutions, and can be used for transporting industrial liquids.
MAXIMUM RELIABILITY OF WELDED HOMOGENEOUS JOINTS
![]()
2. Because only the FLEXALEN piping system uses a unique patented pre-insulation system for flexible polymer piping. Thermal insulation made of physically foamed (gas-filled) polyethylene. The gas used for foaming the insulation has a thermal conductivity coefficient of λ= 0.0137 W/mK at 10 °C, i.e. half that of air. In addition, the thermal insulation has a closed cell structure and is not affected by moisture. The number of closed pores is at least 98%. During the physical foaming of polyethylene, the optimal pore sizes are regulated, and the insulation itself has a continuous homogeneous structure, which makes it possible to reduce convection losses both in the entire system as a whole and within the pores of the thermal insulation. Those. even after degassing (part of the gas is replaced by air by diffusion), the system is highly energy efficient. Additionally, a number of additives are introduced, which are unique Thermaflex developments, which reduce thermal conductivity.
3. Because only in the FLEXALEN piping system, the external high-strength corrugated casing is made with the addition of Carbon and is resistant to ultraviolet (solar) radiation, which allows the use of FLEXALEN pipes not only for underground, but also for above-ground laying. In the production process, only in FLEXALEN pipes, the casing is extruded directly onto the thermal insulation by welding to it. This achieves a highly reliable connection of the casing and thermal insulation and a reduction in convection heat losses in the system.
3. FLEXALEN PIPING





![]()

If you did not find the products you are interested in on the site, please contact our manager or send a request.
When creating district heating in cities, much attention today is paid to the quality of thermal insulation of pipelines and their durability. Pre-insulated metal or polymer pipes can most effectively solve all the issues related to these requirements. As a material for creating thermal insulation, polyurethane foam or PPU for short is used. Polyurethane foam has a fine-mesh structure with closed pores suitable for creating thermal insulation. The material is characterized by low thermal conductivity and low moisture absorption. The disadvantages of PPU are flammability and limited temperature resistance.
Plastic pipes in polyurethane foam insulation are used for laying external heating networks, their production is carried out in accordance with the requirements of GOST R 52-134 - 2003. They can be made from several types of polymers:
- polypropylene,
- cross-linked polyethylene,
- chlorinated polyvinyl chloride,
- heat resistant polyethylene
- polybutene
- composites.
A fairly large volume of the market for plastic pipes in polyurethane foam insulation is occupied by products made of cross-linked polyethylene (PEX). Their main advantage is good flexibility, chemical resistance and heat resistance. The turning radius is about a meter, the level of permissible temperature is 950C. The maximum allowable working pressure of these plastic pipes in polyurethane foam insulation is 1 MPa. Since such building materials are produced in the form of bays, the installation of the heating main is carried out quite quickly. Different brands of domestic pipes of this type have their own diameter limits. So, for example, for Isopex and Armaflex it is 110 mm, for Isoproflex it is 160. The disadvantages of products made of cross-linked polyethylene are
- rapid decrease in strength with increasing temperature,
- large wall thickness
- high price.
The service life of pipelines made of this type of polymer directly depends on the operating temperature in the system. So, for example, at +200 C they are 14 years, at + 600 C - 25, at +800 C - 10, and at + 900 C only a year. A level of +1000 C is emergency for such plastic pipes in PPU insulation, they can withstand it for only 100 hours. If there is a need for laying large-diameter main networks, where the coolant will have a temperature of up to + 150ºС, it is satisfied using steel pipes in polyurethane foam insulation. If maximum level the coolant temperature does not exceed + 95ºС, it is more profitable to use polymer products. The operation of polymer communications is cheaper, since such pipelines do not need regular repair work due to the influence of corrosion and electrochemical protection. Such pipes can be used in heating systems with electric boilers electrode type or on a heating element.